Дипломная работа: Изготовление оригинального художественного изделия
ландшафтном дизайне,
кафе,
студии,
магазине,
в качестве дополнения интерьера с элементами древнерусского стиля.
2. Технологическая разработка
2.1 Альтернативные способы изготовления изделия и его элементов
Образец изделия был выполнен при помощи выпиливания лобзиком из листового алюминия, стенки, ключ и дно представляют собой узорчатые решетки.
Ножки выполнены литьем по выплавляемым моделям.
Боковые стенки крепятся друг с другом и дном заклепками. Таким же способом соединяются стенки крышки. Ножки соединяются с изделием резьбовым соединением
Крышка соединяется с нижней частью подвижно, при помощи петель, что позволяет открывать "Ларец".
Петли крепятся с крышкой и нижним коробом аналогично креплению стенок, т.е. заклепками.
2.1.1 Альтернативные способы изготовления стенок изделия
Узорчатые стенки ларца можно изготовить методами холодной листовой штамповки на вырубных штампах и по технологии плазменной резки на станках с ЧПУ.
Листовая штамповка , листовое штампование - изготовление полуфабрикатов, деталей и готовых изделий из листовых металлических заготовок деформированием их под действием давления.
В качестве заготовок используют ленту, полосу, лист. Штампуют обычно холодные заготовки. При малой пластичности материала или при недостаточной мощности оборудования штампуют горячие заготовки. Основные операции Л. ш. - разделительные и формоизменяющие. В результате разделительных операций деформируемая часть заготовки разделяется при сдвиге материала по заданному контуру; к ним относятся отрезка, разрезка, вырубка, пробивка, проколка, обрезка, надрезка и зачистка. В формоизменяющих операциях деформированная часть заготовки изменяет свои формы и размеры, материал перемещается без разрушения; к ним относятся гибка, скручивание, навивка, раздача, обжим, отбортовка, вытяжка, рельефная формовка и др.
Л. ш. осуществляют в штампах, состоящих, как правило, из неподвижной и подвижной половин, несущих рабочие части (матрицу и пуансон), при сближении которых помещенная между ними заготовка деформируется. Половины штампов закреплены в прессе. Неподвижная половина - на столе, подвижная - в ползуне (исполнительном механизме). Рабочие части штампов изготовляют из инструментальных сталей; при мелкосерийной штамповке деталей из алюминия и др. мягких материалов применяют различные заменители (пластмассы, прессованную древесину и др.).
Точность деталей, полученных Л. ш. (по большинству операций), оценивается 3-4-м классом, отдельные операции - зачистка, специальные приёмы вырубки и пробивки, вытяжка с утонением, калибровка обеспечивают 2-й класс. При холодной Л. ш. качество поверхности листовых заготовок в большинстве случаев сохраняется, поэтому при штамповке из холоднокатаных материалов чистота поверхностей деталей - 6-8-го класса. Удельная прочность, характерная для заготовок из проката, после Л. ш. не понижается, а, напротив, в результате некоторых формоизменяющих операций вследствие сопутствующего им упрочнения материала повышается.
Обычная вырубка и пробивка листового металла дают неровную слегка криволинейную и шероховатую поверхность среза. В нашем случае требуется гладкая и перпендикулярная поверхность среза. Этого можно добиться последующей доработкой на фрезерных и шлифовальных, полировальных станках, что малопроизводительно и дорого. В этом случае более эффективно применять способы чистовой вырубки и пробивки, имеющие значительные преимущества по сравнению с механической обработкой резанием и дающие гладкую полированную поверхность среза, перпендикулярную к плоскости изделия, при повышенной точности изготовления.
Сущность способов чистовой вырубки заключается в создании высокого давления на заготовку и изменении схемы напряженного состояния металла в зоне резания. В результате весьма высокого поверхностного давления на заготовку в зоне резания возникает напряженное состояние объемного сжатия, которое
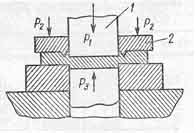
Рис.1.
Чистовая вырубка способствует устойчивости пластической деформации и пластическому течению металла. Вследствие этого в процессе вырубки скалывающие трещины не возникают, а срез получается чистым по всей толщине заготовки. На рисунке 1. приведен наиболее распространенный способ чистовой вырубки с поперечной осадкой заготовки. В этом способе применен метод местного вдавливания прижима 2, снабженного клиновым ребром, идущим вдоль наружной конфигурации пуансона. При вдавливании ребра происходит вытеснение металла заготовки к режущим кромкам и создание интенсивного гидростатического давления в зоне резания. Опускающийся вслед за этим вырубной пуансон 1 вырезает деталь с гладкой и перпендикулярной поверхностью среза, соответствующей 8-9 классу шероховатости поверхности по ГОСТ 2789 - 73.
Чистовую вырубку обычно производят на гидравлических или механогидравлических прессах тройного действия.
Предполагаемые операции в производстве стенок ларца:
1. Раскрой листового материала.
2. Вырубка из материала заготовки необходимых размеров
Вырубка - операция с целью отделения заготовки от проката, разделения заготовки на части, проделывания пазов и канавок.
3 - Вырубка с просечкой орнамента
Просечка - одна из разделительных операций по пробиванию отверстий, узоров в листовой металлической заготовке.
Достоинства метода - высокая точность получаемых деталей, гладкая и перпендикулярная поверхность среза, высокая производительность оборудования, снижение массы при увеличении прочности и жесткости штампованных из листа деталей по сравнению с литыми.
Недостатки - для выполнения изделия требуется изготовить штампы сложной конструкции с большим количеством сменных матриц и вырубных пуансонов.