Дипломная работа: Производство безнапорных железобетонных труб
- по морозостойкости бетона;
- по отклонению защитного слоя бетона до арматуры;
- по маркам стали для арматурных изделий.
Трубы изготовлены из тяжелого бетона по ГОСТ 26633-91* класса по прочности при сжатии не ниже В30.
Качество материалов, применяемых при изготовлении бетона, обеспечивает выполнение технических требований, установленных ТУ, и удовлетворяют требованиям следующих стандартов:
- цемент - ГОСТ 10178-85*;
- заполнители - ГОСТ 8267-93 и ГОСТ 8736-93* (наибольшая крупность зерен крупного заполнителя - 10 мм.);
- вода - ГОСТ 23732-79.
Качество применяемых при изготовлении бетона добавок соответствует требованиям ГОСТ и ТУ на эти добавки.
Производство безнапорных труб Безнапорные трубы можно изготовлять на центрифугах, используя при этом ненапрягаемую арматуру. Для производства этих труб не требуется навиваемой арматуры и укладки защитного слоя. Стальные формы для 6езнапорных труб применяют двух типов: для труб диаметром
500… 1000 мм – длиной 4200 мм, а для труб диаметром
300… 400 мм - длиной 3200 мм
Изготовление безнапорных труб, так же как и напорных, начинают с подготовки форм: очистки, смазки и сборки. Внутрь форм вставляют арматурные каркасы, а затем надевают днища форм. После этого форму с каркасом устанавливают на центрифугу. При вращении центрифуги внутрь формы с помощью ленточного питателя или ложечного бетоноукладчика подают бетонную смесь, которая ложится ровным слоем по всей поверхности формы. После укладки бетона формы с изделием с помощью крана или кантователя устанавливают раструбом вниз в вертикальном положении на пост пропаривания. Пропаривание ведут по такому же режиму, как и для напорных труб. После приобретения бетоном 70% проектной прочности форму приводят в горизонтальное положение, разбирают, извлекают из нее изделие и направляют на склад готовой продукции.
Производство железобетонных безнапорных труб можно вести и в вертикальных установках. Установка для изготовления труб диаметром 400 и 500 мм состоит из формовочной рамы с полуформой, находящейся в вертикальном положении, и горизонтальной рамы с поддоном. Пустотообразователи с виброголовкой заглублены в колодце. На очищенный и смазанный поддон укладывают два арматурных каркаса. Затем формовочную раму переводят в горизонтальное положение и соединяют с поддоном замковым механизмом. Далее формовочную и горизонтальную рамы возвращают в первоначальное положение; После подачи пустотообразователя в формы через направляющие и раструбообразователи начинают укладывать бетон. Процесс формования длится 15 мин, затем извлекают пустотообразователи и формовочную раму устанавливают в горизонтальное положение: Верхнюю полуформу возвращают в вертикальное положение, а поддон с отформованным изделием перемещают в камеру пропаривания. На одной установке одновременно формуют две раструбные трубы.
Безнапорные трубы диаметром 700 мм и длиной 5000 мм можно изготовлять на поточно-конвейерной линии с помощью центрифугирования. Изготовление труб начинают с процесса навивки на сердечники напряжения продольной арматуры. Затем на специальном стенде собирают спиральную напряженную арматуру и скрепляют ее с продольной. После этого сердечник с арматурным каркасом укладывают в полуформу, установленную на тележке формовочного конвейера. Бетонную смесь укладывают бетоноукладчиком, затем устанавливают верхнюю полуформу, и собранная форма поступает на центрифугу. При скорости центрифугирования 60 об/мин бетон распределяется по внутренней поверхности формы. При повышении скорости до 380 об/мин бетон уплотняется и химически связанная вода удаляется через фильтрующее полотно, которым выкладывается форма изнутри. Далее форму устанавливают на конвейер, а затем на кантователь и распалубливают. Тележка и подвешенный к ней сердечник с трубкой перемещаются к тоннельной пропарочной камере непрерывного действия, состоящей из двух параллельно расположенных секций.
Рис. 3 Схема производства, труб по поточно-агрегатной технологии
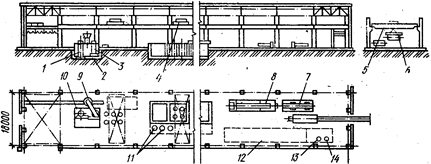
1 - форма для труб диаметром 1000 мм; 2 - рама: 3 - форма для труб диаметром 1200 мм; 4, 5 - мостовые краиы; 6 - автоматический "ах ват грузоподъемиостью 8 т для труб длииой 4120 мм: 7 - стенд для гидроиспыtаииЯ железобетонных труб диаметром 1000 мм: 8 - с,еид для гидроиспытаиий железобетоииых труб диаметром 1200 и 1~00 мм: 9 - бетоиораздатчик: 10 - стеид для бетонирования; 11 - поддон; 12 - промежуточный склад. труб; 13 - участок хранения форм; 14 - формы для труб диаметром 1500 мм
Каждая секция камеры по длине разбита на три зоны: 1 - разогрев изделия до 700С, 2 - выдержка при температуре 700 С и 3 – остывание изделия до 200 С. У выходного конца камеры передаточная тележка передает трубу на кантователь, который поднимает трубу для расцепки с транспортной тележкой и поворачивает ее в горизонтальное положение. Трубу укладывают на катки самоходной тележки и перемещают к съемнику стержня, где стержни арматурного каркаса обрезают и тем самым передают напряжение на бетон. Продолжительность технологического процесса 22 ч.
При поточно-агрегатной схеме производства каждая труба и форма последовательно проходят соответствующие посты технологической линии (рис. 3). Такая схема наиболее приемлема при центробежном способе производства труб.
Загрузку центрифуг бетонной смесью осуществляют ложковыми питателями, бетононасосами или бетонораздатчиками, а пропаривание труб производят в горизонтальном или вертикальном положении. С технико-экономической стороны. себя оправдывает двухступенчатое пропаривание труб с предварительным пропариванием труб в течение 2…3 ч. По