Курсовая работа: Типы сварочных соединений
Контактная точечная сварка дает ряд преимуществ по сравнению с другими видами сварки: возможность повышения производительности труда благодаря более низкой трудоемкости при изготовлении арматурных каркасов и сеток по сравнению с электродуговой сваркой; небольшое потребление электроэнергии вследствие применения жестких режимов сварки с использованием тока большой плотности в течение очень малого отрезка времени; возможность механизации и автоматизации процесса; отсутствие расхода металла (в электродах).
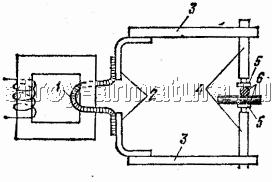
Рисунок 10. Контактная точечная сварка арматуры
Схема протекания тока при контактной точечной электросварке: 1 – вторичный виток трансформатора; 2 – медные шины; 3 – хобот; 4 – электрододержатель; 5 – электрод; 6 – арматурный стержень
Сущность процесса контактной точечной сварки арматуры состоит в следующем. От вторичного витка сварочного трансформатора через медные шины, хоботы, электрододержатели и электроды ток подводят к пересечению арматурных стержней, зажатых между электродами (рис. 10). Электроды имеют водяное охлаждение. Сопротивление в месте соприкасания арматурных стержней во много раз превышает сопротивление остальных участков цепи, поэтому именно в этом месте интенсивно выделяется тепло, которое нагревает металл арматурных стержней до пластического состояния. Под действием усилия сжатия электродов происходит их сварка.
Чтобы получить сварные соединения требуемой прочности, необходимо выполнять сварку на определенных режимах. Режим сварки выбирают в зависимости от диаметра свариваемой арматуры и марки стали, из которой она изготовлена. Правильность выбора режима сварки проверяют контрольным испытанием прочности на срез сварных образцов арматуры.
Если прочность сварных соединений арматуры из-за непровара окажется менее требуемой, то увеличивают плотность тока или время его протекания. Если прочность недостаточна из-за пережога, эти же показатели соответственно уменьшают.
При недостаточной плотности тока сварка арматуры может оказаться невозможной даже в том случае, если время протекания тока будет очень длительным; при чрезмерно большой плотности арматурные стержни могут перегореть.
Плотность тока в машинах контактной точечной сварки регулируют переключением ступеней сварочного трансформатора, а продолжительность протекания тока – перемещением указателя на электронных регуляторах времени.
Для контактной точечной сварки применяют специальные машины, которые по числу одновременно свариваемых узлов сеток и плоских каркасов разделяют на одноточечные, двухточечные и многоточечные.
Машины для точечной сварки бывают стационарными и подвесными; с односторонним и двухсторонним подводом тока; с пневматическим и пневмогидравлическим механизмом сжатия электродов. Управление продолжительностью протекания тока осуществляют автоматически.
В связи с развитием строительства из железобетона в направлении создания крупных железобетонных панелей и других элементов возникла необходимость укрупнительной сборки армату