Реферат: Компоновка гибкой производственной системы для обработки деталей
Расчётная производительность , шт/мес 2000.
Компоновочная структура ГПС TY-10 приведена на рисунке 1.
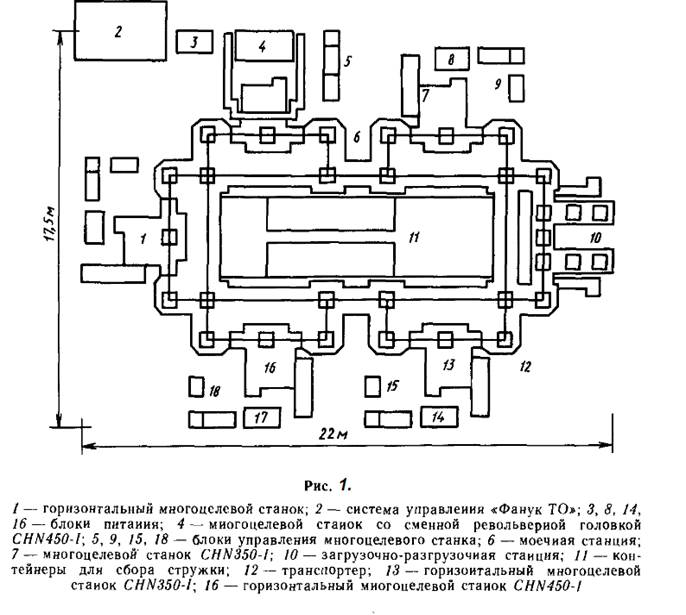
Состав основного оборудования.
1. Четыре горизонтальных многоцелевых металлорежущих станка «Тоёта коки», CHN380-1, CHN580-1, DTN480-1. В многоцелевом станке CHN380-1 управление ведётся по трём координатам, в остальных – по четырём координатам. В многоцелевом станке DTN480-1имеется автоматический магазин на 8 инструментов, в остальных – автоматические инструментальные магазины на 60 инструментов. Способ управления станком CHN480-1 BTR (система МЕЛДАС). Способ управления остальным станками MCU.
2. Многоцелевой станок с автоматической револьверной головкой изготовлен фирмой «Тоёта коки». Управление ведётся по четырём координатам. Частота вращения шпинделя 31,5 – 1600 ![]() . Электродвигатель постоянного тока 11 кВт. Револьверная головка имеет 32 гнезда. Способ управления головкой MCU.
. Электродвигатель постоянного тока 11 кВт. Револьверная головка имеет 32 гнезда. Способ управления головкой MCU.
3. Устройства 9 и 10 (рис.1) составляет группу, предназначенную для чистовой обработки резанием и пробивки отверстий. Устройство 8 составляет группу для многошпиндельного сверления. Устройства 5, 6 и 7 составляет ещё одну группу для сверления. Устройства 18 и 19 – это группа для развертывания отверстия, 20 – группа для выполнения операций по нарезанию резьб.
4. Прецезионные многоцелевые станки станки 18 и 19 предназначены для развертывания отверстий. Многоцелевой станок 20 имеет револьверную головку. Станок 11 имеет дополнительный шпиндель для сверления глубоких отверстий.
5. Вертикальный многоцелевой станок марки FTN380-1 производства фирмы «Тоёта коки» имеет управление по трём координатам. Частота вращения шпинделя изменяется от 45 до 2000 ![]() , мощность электродвигателя 7,5 кВт. Способ управления BTR. В станке имеется автоматический магазин на 8 инструментов. Устройство числового программного управления марки 260В фирмы «Фанук».
, мощность электродвигателя 7,5 кВт. Способ управления BTR. В станке имеется автоматический магазин на 8 инструментов. Устройство числового программного управления марки 260В фирмы «Фанук».
6. Два вертикальных многоцелевых металлорежущих станка CHN580-1 (фирма «Тоёта коки»)) с управлением по пяти координатам. Частота вращения шпинделя 31,5 – 1600 ![]() . Электродвигатель постоянного тока мощностью 11 кВт. Способ управления BTRАвтоматический магазин на 60 инструментов. Устройство числового программного управления марки 260В фирмы «Фанук».
. Электродвигатель постоянного тока мощностью 11 кВт. Способ управления BTRАвтоматический магазин на 60 инструментов. Устройство числового программного управления марки 260В фирмы «Фанук».
Состав транспортной подсистемы
1. Подающий транспортер , транспортер возврата и транспортер-накопитель обслуживают группу из семи многоцелевых станков. Транспортер накопитель рассчитан на восемь спутников.
2. Подающий транспортер рассчитан на 20 спутников . НА загрузочной станции определяется номер обрабатываемой детали и код соответствующего спутника, на который устанавливается эта деталь.
Дополнительные замечания
Отдельные детали могут быть направлены с подающего транспортера непосредственно на многоцелевой станок, миную транспортер – накопитель, по сигналу с загрузочной станции.
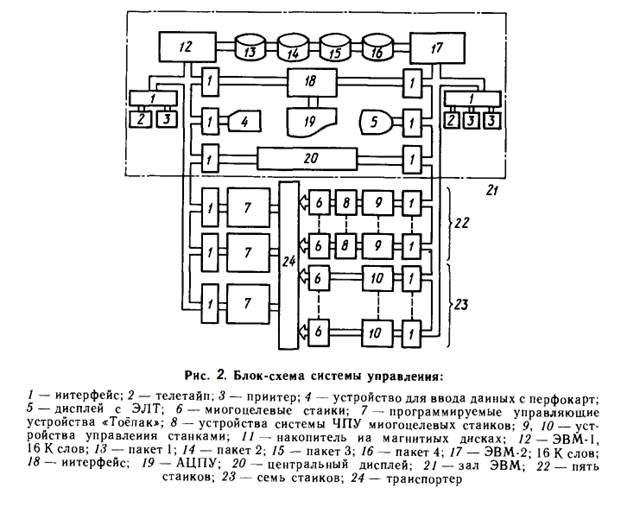
Информационно-управляющая структура ГПС TY-3 приведена на рис.2.
Гибкая производственная система HS -7
(«Продакшн мастер 103»)
Основные сведения:
Фирма-изготовитель ……………… «Хитаки сэйки»
Фирма-пользователь ……………… «Кодзита сангё»
Год начала эксплуатации 1976
Обабатывыемые изделия:
Наименование ……………………….. Малогабаритные корпуса клапанов для пневматических устройств (48 видов)
Материал………………………………..Коррозионно-стойкая сталь
Рабочий цикл,мин……………………………..4-10
Компоновочная структура ГПС HS-7 приведена на рисунке 3.