Дипломная работа: Автоматичне зварювання під флюсом
З’єднання товщиною в частки міліметра і до кількох дециметрів можна виконувати електронно-променевим зварюванням. Електронно-променеве зварювання ведеться в умовах вакууму, необхідного для вільного руху електронів і чистоти шва. Завдяки високій концентрації енергії (до 108 Вт/ст2 ) і глибокому вакууму цей спосіб незамінний при виробництві всіх можливих електровакуумних приборів. Він забезпечує герметизацію під вакуумом без додаткового відкачування. В атомній енергетиці електронно-променеве зварювання застосовується для зварювання опалювальних елементів. Електронний промінь проникає у вузькі зазори між деталями розробки, проникає через кілька шарів, з’єднує товсті елементи з тонкими. Ці типи з’єднань дозволяють створювати нові, більш простіші конструкції багатьох важливих машин і апаратів, найбільш ефективно використовувати властивості матеріалів.
На початку 60-х років ХХ ст. були створені лазерні зварювальні установки імпульсної дії, а в даний час успішно виконуються випробовування апаратів для безперервного лазерного зварювання великої потужності.
Промінь лазера може зварювати як однорідні, так і різнорідні метали. Зварні з’єднання при цьому відрізняються добрими механічними властивостями.
Дифузійне зварювання засноване на явищі дифузії у вакуумі. Дифузія (проникнення молекул одної рідини в інші) протікає більш інтенсивно, коли з’єднувальні деталі одночасно нагріваються і стискаються. Зварювання проводять у вакуумній установці, із якої викачане повітря до 10-4 мм ртутного стовпчика. Деталі нагрівають до 600–8000 С струмом високої частоти. При такій температурі руйнується окисна плівка на поверхні з’єднувальних металів, перешкоджаючи дифузії. Стискування і добра підгонка поверхонь полегшує дифузію. Цим способом з’єднують також деталі із крихких матеріалів, в тому числі і із різнорідних металів і неметалів. Однак для дифузійного зварювання необхідна складна апаратура, розміри деталей обмежені розмірами вакуумної камери, і на процес дифузії витрачається багато часу – 10–30 хвилин.
Самий швидкий спосіб зварювання – зварювання вибухом: поверхня в кілька квадратних метрів з’єднується за тисячні долі секунди. При цьому можна з’єднувати деталі, різні по масі і із різнорідних металів. Такий спосіб успішно використовується при виготовленні виробів, які не можна нагрівати. Наприклад, при встановленні оболонок телефонних кабелів. В 1956 році токар А.І. Чудиков отримав зварне з’єднання на простому токарному верстаті. До обертаючої в патроні деталі він притиснув другу, нерухому. Торці деталей за декілька секунд розігрілись до почервоніння, і як тільки обертання закінчилось, деталі щільно зварились. Простий технологічний процес тертям вдалось легко автоматизувати. Цей спосіб успішно застосовується за допомогою високого виробництва і можливості з’єднувати різнорідні метали. Особливо він ефективний при виготовленні металоріжучого інструменту із простої мілкої сталі, до якої приварюється невелика ріжуча частина із дорогоцінних спеціальних сплавів.
На початку 70-х років ХХ ст. ультразвук почали застосовувати для з’єднання, наплавлення і різання живих тканин. Робота зварювальників під головуванням Героя Соціалістичної Праці члена-кореспондента АН СРСР Г.А. Ніколаєва разом з медиками досягла великого успіху. Зварювальним апаратом хірурги почали наплавляти кісткові тканини людини.
Розроблені способи з’єднання матеріалів без розплавлення. Це пайка і склеювання.
Під час пайки міжатомний зв’язок виникає, коли поверхні кромок змочуються розплавленим металом – припоєм.
Склеювання застосовується для тих сплавів і пластмас, в яких зникають їх властивості при нагріванні або стисканні. Цей спосіб використовував відомий радянський авіаконструктор Герой Соціалістичної Праці академік АН УРСР
О.К. Антонов при створенні конструкцій літаків і високоміцних, що важко піддаються зварюванню, алюмінієвих сплавів.
Автоматичне зварювання під флюсом – це процес зварювання з додаванням флюсу. В процесі зварювання електродний дріт автоматично подається в зону зварювання і флюс одночасно також подається до виробу із спеціального бункера.
При автоматичному зварюванні під флюсом головні робочі рухи – подача електрода в зону його плавлення і взаємного переміщення дуги і виробу – механізовані. Крім цього багато апаратів для зварювання під флюсом забезпечені установками для подачі флюсу в зону дуги і його прибирання після зварювання. Зварювальник, що виконує зварювання під флюсом, безпосередньої участі в формуванні шва не бере. Він управляє процесом зварювання за допомогою кнопок, коректорів, рукояток, розташованих на пульті управління і на корпусі зварювального апарата. Таким чином, автоматичне зварювання під флюсом – не повністю автоматизований процес. Це механізоване зварювання з різним ступенем механізації основних і допоміжних операцій в залежності від конструкції зварювального апарата. Проте термін «автоматичне зварювання» в даний час прийнятий як у вітчизняній, так і зарубіжній технічній літературі.
Зварювання під флюсом може бути одно- і багатоелектродним, одно- і багатодуговим. Особливістю багатоелектродного зварювання є приєднання всіх електродів (дротів або стрічок) до одного полюсу джерела живлення. При багатодуговому зварюванні кожний електрод підключений до одного джерела і всі електроди ізольовані один від одного.
Зварювання під флюсом дозволяє покращити виробничий процес в багато разів порівняно із ручним зварюванням, забезпечує добре формування і найкращий внутрішній вид швів, покращує умови праці і знижує матеріальні витрати.
Напівавтоматичне зварювання під флюсом відрізняється від автоматичного рівнем механізації процесу. Тут механізована тільки подача дроту, а операції переміщення і маніпулювання зварною дугою, подачі і прибирання флюсу виконує зварювальник. Зварний дріт від подаючого механізму до тримача, яким маніпулює зварювальник, подається по гнучкому шлангу, який має спеціальний канал.
В даний час напівавтоматичне зварювання сталей під флюсом використовується в невеликих кількостях, так як її майже скрізь витіснило напівавтоматичне зварювання в захисних газах електродом, що плавиться, як більш мобільний і маневрений процес.
1. Плавлені зварювальні флюси
1.1 Виробництво плавлених флюсів
Як сировинні матеріали при виготовленні зварювальних флюсів застосовують різні руди і продукти їх збагачення (марганцеву руду, плавиковий шпат, кварцовий пісок, флюоритовий концентрат, глинозем і ін.). Номенклатура вживаних сировинних матеріалів залежить від хімічного складу флюсів, що виготовляються. У технології виготовлення плавлених флюсів найбільш істотне значення і характерні особливості має операція плавлення флюсу і вживані для цього печі.
Плавка флюсу в електричних печах. Для крупного промислового виробництва електроплавлених флюсів спочатку були пристосовані невеликі трифазні дугові сталеплавильні печі (0,5–3 т). Надалі були розроблені і серійно виготовлені спеціально призначені для плавки зварювальних флюсів трьохелектродні печі, розраховані на плавку флюсу масою 400 кг і 3 т. Як приклад на рис. 1 представлена схема трьохелектродної
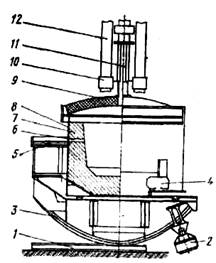
Рис. 1. Схема трьохелектродної флюсоплавильної печі СКБ-6063.
Це піч закритого типу з кожухом 8, виготовленим з листової сталі. Для захисту кожуха служить футерівка 7, виконана з вуглецевої самоспікливої маси і вугільних блоків. Кожух з футерівкою утворює ванну печі. Замість вуглецевої футерівки може бути застосований сталевий водоохолоджуючий стакан (кокіль). Піч встановлена на основі 1, по якій перекочується люлька 3 печі при її нахилі. Для зливу флюсу піч нахиляється за допомогою двох гідроциліндрів 2, що живляться від насосно-акумуляторної станції. Готовий флюсовий розплав виливається через льотковий канал 6, а потім по зливному жолобу 5 поступає в грануляційний басейн. Під час плавки флюсу льотковий канал закритий і відкривається тільки після закінчення плавки.
Зверху піч закрита підйомним зводом 9, що має отвори для електродів, завантаження шихти і відсмоктування газів. Звід з магнезитової цегли володіє достатньо високою теплостійкістю. Три рухомих графітових або вугільних електроди 12 кріпляться в головках електродотримачів 10, які в міру необхідності подаються вниз або вгору. Шихта поступає в печі по завантажувальній трубі 11. Ванну печі можна викочувати з-під порталу за допомогою приводу 4, що забезпечує її швидку заміну при зносі футерівки і в інших випадках. На її місце закочується заздалегідь відремонтована інша ванна. Піч живиться енергією від пічного трансформатора відповідної потужності. Для очищення газів, що відходять від печі, призначена система мокрого газоочищення.
Для початку першої плавки флюсу використовують дуговий режим. У міру збільшення об'єму флюсового розплаву дуговий переходить в режим опору (електрошлаковий). Плавку ведуть до повного розплавлення шихти і належного розкислювання розплаву. Шихту зазвичай подають в печі порціями. Режим плавки контролюється автоматично зміною глибини занурення електродів в розплав. Ступінь готовності розплаву до випуску визначається взяттям проби з печі. Проба флюсу повинна мати однорідну будову і колір. Готовий флюс виливається з печі і піддається грануляції.
Плавка флюсу в газополум'яних печах. На відміну від електричних флюсоплавильних печей виплавка флюсу в газополум'яних печах ведеться безперервно. Сучасна газополум'яна флюсоплавильна піч є регенеративною ванною піччю з поперечним напрямом полум'я і відрізняється від вживаних в скляній промисловості наступними особливостями: додаткові пилоуловлюючі камери знижують засмічення регенераторів і газоходів пилоподібними частинками шихти, що рясно виділяються при плавці флюсу;

Рис. 2. Газополум'яна флюсоплавильна піч басейн печі має прямокутну форму; забезпечується вища стійкість футерівки печі проти агресивної дії розплаву.
Газополум'яна флюсоплавильна піч опалюється природним або коксовим газом (рис. 2). Газ і повітря поступають по каналах 3 і 4 в камеру 2 пальника печі, де змішуються. Повітря спочатку проходить через регенератор, в якому нагрівається за рахунок теплоти насадки. Завдяки попередньому підігріву повітря підвищується температура полум'я. Згоряння суміші повітря з газом відбувається в пальнику і в самій печі. Піч має два пальники. З робочого простору печі гарячі димові гази поступають в другий пальник, а звідти в камеру другого регенератора. Проходячи через регенератор, димові гази нагрівають його насадку. Далі по відвідних каналах і через систему очищення вони потрапляють в димар. Через кожні півгодини автоматичним перемиканням клапанів вони міняють напрям руху пального і димових газів. При цьому повітря проходить по нагрітій камері генератора, а димові гази нагрівають насадку другого регенератора, що охолола. Піч має вікно завалення для завантаження шихти і зливну льотку 5 випуску флюсу. Стіни і звід печі зазвичай виготовляють з динасової і хромомагнезитової цегли. Як показав досвід, розплав флюсу вельми агресивний по відношенню до футерівки. Її стійкість і термін експлуатації вдалося продовжити (у 3 рази) за допомогою випарного охолоджування стінок басейну печі.
На початку роботи печі наварюється шар рідкого флюсу, який частково захищає під печі від роз'їдання і разом з тим сприяє інтенсивнішому плавленню шихти. Шихта завантажується в піч механічними завантажувачами у міру її розплавлення і випуску розплаву. У полум'яному просторі підтримується температура біля 1450 °С і відновна газова атмосфера. У міру готовності розплав випускається з печі і гранулюється.
Грануляція флюсу має на меті отримання подрібненого продукту з необхідною структурою зерен і може проводитися мокрим і сухим способом, причому перший поширеніший. Мокрий спосіб полягає в тому, що розплав виливається у воду, при цьому він охолоджується і дробиться на дрібні зерна. Суха грануляція може проводитися розпилюванням розплаву повітрям або розливанням його в металеві виливниці з подальшим механічним дробленням флюсу. Мокрий спосіб простіший і зручніший в експлуатації. З його допомогою можна отримувати флюси скловидної і пемзовидної будови. Сухий спосіб грануляції забезпечує нижчий вміст водню в металі шва, чим мокрий.