Дипломная работа: Автоматизация процесса поперечной резки электротехнической стали
В подаче валковой осуществляется периодическое перемещение ленточного материала на величину шага, в зависимости от заданной ей программы системой управления линией. Перемещение ленты осуществляется при помощи привода и редуктора и валков подающих. Одновременно подаваемая на шаг лента при необходимости может дополнительно правиться при помощи группы валков правильных. Боковое смещение свободной полосы ограничивается роликами направляющими ленту. Лента на период резки карты останавливается, её избыток собирается в компенсаторе петлевом, работа которого осуществляется от гидроцилиндров.
Длина карты определяется роликом отсчетным через систему управления линией.
В ножницах специальных осуществляется прижим полосы листа и периодическая рубка по команде системы управления, транспортировка отрезанной карты транспортёром до стапелера.
Привод ножниц осуществляется от электродвигателя, ременную передачу, шкив – маховик и муфту – тормоз.
Верхняя балка ножевая перед каждым резом в верхнем положении удерживается при помощи двух уравновешивателей. Периодической работой ножниц управляют выключатели бесконтактные, работающие от экранов.
Привод транспортёра осуществляется от электродвигателя рольганга стапелера.
Для периодической смазки трущихся частей ножниц использована импульсивная система смазки с собственным электроприводом.
В устройстве стапелирующем карта, нарезанная из ленты, попадает на рольганг, имеющий общий приводной электродвигатель с ленточным транспортёром ножниц специальных. Для лучшего контакта карты с роликами применяются наддув воздухом сверху от вентилятора. Часть воздуха этого вентилятора используется на создание воздушной подушки под картой при укладке с стопу. Распределение объемов воздуха осуществляется распределителем воздуха. Кроме воздушного прижима карты к рольгангу предусмотрен прижимной ролик с приводом имеющий три скорости: равную скорости рольганга, замедляющую и быстрого противовключения. Прижимной ролик имеет пневмоприжим двумя цилиндрами. Карта, прошедшая рольганг, укладывается в стопу на тележку между стенками механизма боковых ограничителей и упором передним. По мере роста высоты стопы тележка опускается вниз при помощи подъемников, а затем выкладывается за счет собственного привода по рельсам для разгрузки стопы заготовок краном.
Аналогом является автоматическая линия поперечной резки рулонной стали выпускаемая ООО «Аркада-Инжиниринг» г. Смоленск.
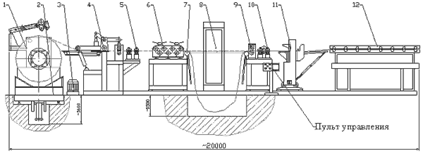
Рисунок 1. Схема автоматической линии поперечной резки рулонной стали.
Обозначения на схеме:
1 Разматыватель
2 Устройство загрузочное
3 Устройство гидравлическое
4 Кромкоотгибатель
5 Устройство базирующее
6 Машина правильная
7 Петлеобразователь
8 Устройство электрическое
9 Устройство подающее
10 Узел счётчика
11 Ножницы поперечной резки
12 Стол приёмный

Рисунок 2. Общий вид автоматической линии поперечной резки рулонной стали.
1.2 Анализ валковой подачи
Известны аналогичные подачи, выпускаемые зарубежными фирмами например: фирма «Шулер» Германия, линия поперечной резки рулонной стали 0,65..2х1600мм в которую входит валковая подача эксплуатируется на ВАЗ г. Тольятти.
Фирма «Комацу» Япония поставила на КАМАЗ г. Набережные челны автоматическую линию для поперечной резки рулонной стали 0,8..4х2000 в которую также входит валковая подача.