Контрольная работа: Назначение и область применения полуавтоматической сварки под флюсом
Рис. 1 - 1 – кассета подающего механизма; 2 – гибкий шланг для подачи электродной проволоки и электрического тока; 3 – ролики подающего механизма; 4 – держатель; 5 – подающий механизм; 6 – аппаратный ящик с электрооборудованием полуавтомата; 7 – сварочный трансформатор
2.3 Типы флюсов
Флюсы можно классифицировать по способу изготовления, назначению, химическому составу, строению и размеру частиц. По способу изготовления флюсы делятся на плавленые и неплавленые. Плавленые флюсы получают путем сплавления компонентов шихты в электрических или пламенных печах. При изготовлении неплавленых флюсов частицы флюсовой шихты скрепляют без их сплавления. К числу неплавленых флюсов относятся керамические и спеченные флюсы, а также флюсы-смеси. Керамические флюсы производят из смесей порошкообразных материалов, скрепляемых с помощью клеящих веществ, главным образом жидкого стекла. Спеченные флюсы изготовляют путем спекания компонентов шихты при повышенных темпера турах без их сплавления. Полученные комки затем измельчают до требуемого размера. Флюсы-смеси изготовляют механическим смешением крупинок различных материалов или флюсов. Большим недостатком механических смесей является склонность к разделению на составляющие при транспортировке и в процессе сварки вследствие разницы в плотности, форме и размере крупинок. Поэтому механические смеси не имеют постоянных составов и сварочных свойств и недостаточно надежно обеспечивают получение стабильного качества сварных швов. В зависимости от назначения и преимущественного применения различают флюсы для электродуговой и для электрошлаковой сварки, а также для механизированной сварки и на плавки углеродистых сталей, легированных сталей, цветных металлов и сплавов. Такое разделение в известной степени условно, поскольку флюсы, преимущественно применяющиеся для сварки и наплавки металлов или сплавов одной группы, могут быть с успехом использованы для сварки и наплавки металлов другой группы. Вместе с тем флюсы, предназначенные для сварки одних цветных металлов или одних марок легированных сталей, мо гут оказаться непригодными для сварки других цветных металлов или других марок легированных сталей. Различают флюсы общего назначения и специальные. Флюсы общего назначения предназначены для механизированной дуговой сварки и наплавки углеродистых и низколегированных сталей низкоуглеродистой и легированной сварочной проволокой, специальные флюсы - для отдельных видов сварки, например, электрошлаковой или сварки высоколегированных сталей.
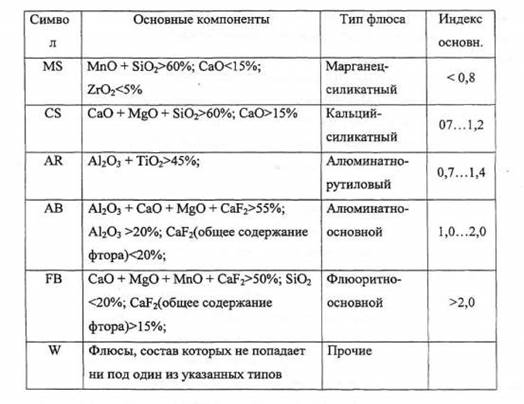
Одним из важных показателей оценки сварочно-технологических свойств флюса и механических характеристик металла сварного шва является индекс основности флюса В (Ьа sisety index). Определение В основано на том, что кислые оксиды (SiO2 ;TiO2 ) способствуют снижению межфазного натяжения и интенсификации реакций на границе раздела металл шлак, в результате которых из шлака в расплавленный металл переходят кислород, кремний и марганец. Чаще всего этот переход осуществляется в виде оксидов, т. е. в металле шва растет содержание неметаллических включений типа силикатов марганца. Основные оксиды (СаО, МnО и др.) подавляют этот переход за счет увеличения межфазного натяжения на границе металл-шлак. Основность флюса в соответствии с рекомендациями МИС рассчитывают по формуле: СаО + MgO + ВаО + К2 О + Na2 O + CaF2 + 0,5(MnO + FeO 0,5(Al2 О3 +TiO2 + ZrO2 ) + SiO2 Кислые флюсы (В<1,0) за счет низкого значения межфазного натяжения на границе металл-шлак обеспечивают хорошие сварочно-технологические свойства при сварке как однопроходных, так и многопроходных швов. Однако кремний и марганце-восстановительные процессы, характерные для этих флюсов, снижают уровень механических свойств металла сварных швов. Основные флюсы (В >1,5) подавляют переход кислорода, кремния и марганца в наплавленный металл, но из-за высокого уровня межфазного натяжения на границе металл-шлак обладают худшими, по сравнению с кислыми флюсами, сварочно-технологическими свойствами. Нейтральные флюсы (1,0<В>1,5) в зависимости от химического состава обладают сочетанием свойств, характерных для кислых и основных флюсов. Кислые флюсы используют, как правило, для сварки неответственных конструкций, изготавливаемых из углеродистых сталей, основные флюсы используют при сварке ответственных конструкций, сталей со специальными свойствами.
Таблица 1 - Классификация сварочных флюсов по химическому составу
2.4 Устройство горелки-держателя
При сварке под флюсом дуга горит в закрытой полости 2, защищенной от воздействия воздуха оболочкой расплавленного шлака. Флюс 1 защищает зону сварки от воздуха и предотвращает возможность разбрызгивания металла. Защита дуги и зоны сварки от воздуха, резкое уменьшение вылета электрода позволили существенно повысить величину тока и производительность сварки.
Горелка полуавтомата для сварки под флюсом содержит мундштук 16 с наконечником 4, воронку 5, снабженную заслонкой 7, перекрывающей подачу флюса в насадку 18. Насадка изолирована от токоведущего мундштука втулкой 17, вследствие чего горелка при сварке может опираться на изделие (рис. 1, 6). При сварке швов сравнительно большой протяженности целесообразно пользоваться костылем 19, имеющимся на горелке. Воронка может поворачиваться вокруг оси мундштука, что удобно для сварки угловых швов (рис. 2, в, г, д).
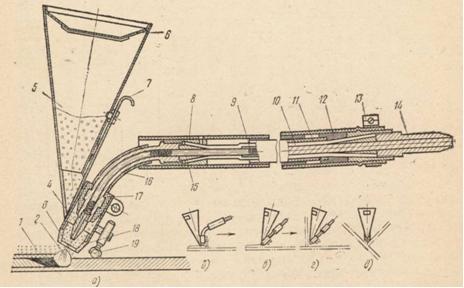
Рис. 2 - Горелка ДШ - 54 для сварки под флюсом и различные ее настройки а, б - сварка стыкового шва с опорой на костыль, в - сварка стыкового шва с опорой на насадку, г - сварка углового шва наклонным электродом, д - сварка углового шва, "в лодочку"; 1 - слой флюса, 2 - дуга, 3 - электрод, 4 - наконечник, 5 - воронка, 6 - обратный конус с сеткой, 7 - заслонка, 8 - рукоятка, 9 - спираль направляющего шланга, 10 - токоведущая жила, 11 - оболочка, 12 - удлинитель, 13 - зажим, 14 - штуцер, 15 - конический сухарь, 16 - мундштук, 17 - втулка изоляционная, 18 - насадка, 19 – костыль
На рисунке приведена кинематическая схема механизма подачи, снабженного асинхронным трехфазным двигателем, используемым в полуавтомате ПШ - 54. Скорость подачи проволоки настраивается при помощи выдвижных шпонок в пределах 81 - 568 м/ч.
Полуавтомат ПШ - 54 комплектуется универсальной горелкой, показанной на рис. 1. Флюс поступает в зону сварки под действием собственного веса из воронки 5 емкостью около 1,5 кг. Размеры воронки выбраны такими, чтобы горелка была достаточно маневренной. Обратный конус 6 препятствует высыпанию флюса при наклоне горелки. К горелке, мундштук 16 которой является съемным, при помощи конического разрезного сухаря 15 прикрепляется шланг марки КШПЭ - 70. Входной штуцер 14 шланга укреплен зажимом 13 и снабжен резиновым удлинителем 12, препятствующим резкому перегибу проволоки в шланге.
Принципиальная электрическая схема полуавтомата ПШ – 54
Принципиальная электрическая схема полуавтомата ПШ - 54 при сварке на постоянном токе приведена на рисунке. При включении кнопки «Пуск», смонтированной на рукоятке горелки, срабатывает промежуточное реле РП, включается двигатель ДПэ механизма подачи электродной проволоки и начинается сварка, так как электрод соединен с обмотками генератора и находится под напряжением. Для безопасности работы в стесненных местах металлоконструкций двигатель и кнопка «Пуск» питаются от трансформаторов ТП1 и ТП2, понижающих напряжение сети до 36 В.
В тех случаях, когда полуавтомат питается переменным током, реле РП при помощи дополнительной пары нормально разомкнутых контактов включает контактор в цепи сварочного трансформатора.
3. Техника полуавтоматической сварки под флюсом
3.1 Сварка стыковых швов

Рис. 3 - Основные параметры шва стыкового соединения: H – Высота шва; H – Глубина проплавления; b – Ширина шва; a – Высота усиления
Стыковое соединение обеспечивает возможность передачи усилия непосредственно от одной детали к другой без использования промежуточных элементов. Оно является оптимальным по количеству затрачиваемого металла и условиям работы соединения под нагрузкой. Стыковой шов должен гарантировать провар металла по всей его толщине. Наиболее рационален стыковой шов, образованный за счет расплавления только основного металла. На практике такие швы применяют в небольшом объеме из-за ограничения предельной глубины проплавления при используемых источниках сварочного нагрева, невозможности сборки соединяемых деталей без зазора, а при наличии зазора - из-за "потребности дополнительного металла для его заполнения. Стыковые однослойные швы. Наиболее целесообразно выполнять стыковые швы в один слой. Конфигурация однослойного стыкового шва характеризуется следующими параметрами общая толщина шва Я; глубина провара h ширина провара Ь; максимальная высота усиления а. Кроме этих основных параметров конфигурация стыкового шва характеризуется углом перехода от металла шва к основному металлу; сечением шва, образованным за счет расплавленного основного металла и вводимого в сварочную ванну дополнительного металла; суммарной площадью шва, коэффициентом формы шва (отношение ширины шва к глубине проплавления) и коэффициентом формы усиления (отношение ширины шва к высоте усиления).
Сварку однослойных швов можно вести без зазора, в этом случае максимальная величина зазора определяется точностью подготовки кромок и колеблется в пределах 0-3 мм с обязательным зазором или со скосом кромок
Как видно из таблицы, предельная толщина металла, при которой возможна сварка в один слой с одной или двух сторон, может быть увеличена за счет применения обязательного зазора между свариваемыми кромками или скоса кромок. Это достигается за счет увеличения глубины проплавления на величину, равную усилению. Конфигурация разделки может быть любой, но она не должна выходить за пределы проплавления, типичные для данного режима Глубина провара определяется условиями равновесия между давлением дуги и гидростатическим давлением, оказываемым жидкими металлом и шлаком.
Недостатком сварки с разделкой кромок, по сравнению со сваркой с обязательным зазором, является большая затрата времени и стоимость работ по подготовке деталей к сварке. Ее преимущество заключается в улучшении условий формирования шва за счет равномерного отвода теплоты от его корня при сварке первого слоя двусторонних швов, что снижает вероятность образования кристаллизационных трещин и шлаковых каналов, наблюдаемых при сварке с обязательным зазором.
3.2 Режимы сварки
При полуавтоматической сварке однослойных швов форму разделки определяют по нижеприведенной схеме. Исходя из принятого режима сварки, при котором обеспечивается необходимая глубина проплавления основного металла, рассчитывают сечение вводимого в шов электродного металла (при односторонней или двусторонней сварке) по формуле:
![]()
где F3n - сечение электродной проволоки, мм2; Uэл-скорость подачи электродной проволоки, м/ч; Uсв - скорость сварки, м/ч. Сечение разделки определяют по формуле:
![]()
где Кy- коэффициент, учитывающий усиление шва, обычно равный 1,4-1,6.