Контрольная работа: Назначение, устройство и принцип работы радиально-сверлильных станков
Все органы управления сосредоточены на панели управления сверлильной головки.Предварительный набор частоты вращения и подачи шпинделя, а также гидравлическое управление коробками скоростей и подач обеспечивает быстрое изменение режимов.
Фрикционная муфта, встроенная в коробку скоростей, обеспечивает быстрый реверс при нарезке резьбы и предохраняет коробку скоростей от перегрузок. Шпиндель станка уравновешен в любой точке его перемещения. Штурвальное устройство управления сверлильной головкой имеет возможность выключения механической подачи при достижении заданной глубины сверления.
Стандартное напряжение электрической сети — 380В, 50Гц. За дополнительную плату возможна установка электроаппаратуры для других значений напряжения сети.
Реверсирование вращения шпинделя осуществляется переключением двусторонней фрикционной муфтой. Муфта является предохранительной, она срабатывает при перегрузке, а также отключается при достижении заданной глубины сверления.
Гильза со шпинделем уравновешивается спиральными пружинами, которые регулируются вручную рукояткой через червячную передачу. Быстрое перемещение невращающегося шпинделя можно осуществлять от электродвигателя. Тонкую ручную подачу шпинделя можно осуществлять маховичком. Штурвал служит для быстрого ручного перемещения или грубой подачи шпинделя, а также для включения и выключения механической подачи.
Перемещение сверлильной головки вдоль траверсы может осуществляться вручную маховичком или от гидромотора.
Вертикальное перемещение траверсы осуществляется от электромотора.. Зажим сверлильной головки на траверсе и траверсы на гильзе осуществляется гидроцилиндрами через рычажные механизмы. Зажим гильзы на колонне осуществляется плунжером-рейкой и передачей винт – гайка.
Общий вид станка 2А554
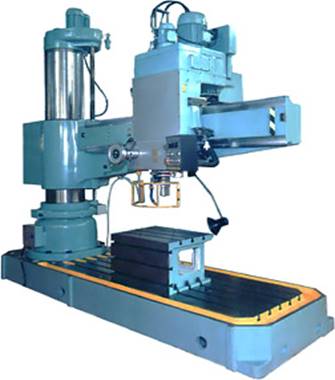
Рис. 1. Внешний вид радиально-сверлильного станка 2А554
Технические данные радиально-сверлильного станка2А554, 2А554-2, 2А554-1:
| Станок радиально-сверлильный | 2А554 | 2А554-2 | 2А554-1 |
| Диаметр сверления в стали, мм | 50 | 50 | 63 |
| Диаметр сверления в чугуне, мм | 63 | 63 | 80 |
| Крутящий момент шпинделя, нм | 710 | 710 | 800 |
| Осевое усилие на шпинделе, н | 20000 | 20000 | 22000 |
| Мощность главного двигателя, кВт | 5,5 | 5,5 | 7,5 |
| Осевое перемещение шпинделя, мм | 400 | 400 | 400 |
| Перемещение головки по рукаву, мм | 1225 | 1225 | 1225 |
| Перемещение рукава по колонне, мм | 750 | 750 | 750 |
| Вращение рукава вокруг колонны, грд | 360 | 360 | 360 |
| Частота вращения шпинделя, об/мин | 18-2000 | 18-2000 | 18-2000 |
| К-во частот вращения шпинделя | 24 | 24 | 24 |
| Подачи шпинделя на оборот, мм/об | 0,045-5,0 | 0,045-5,0 | 0,045-5,0 |
| Подачи шпинделя в минуту, мм/мин | - | - | - |
| К-во подач шпинделя | 24 | 12 | 24 |
| Конус шпинделя | МК5 | МК5 | МК5 |
| Длина, мм | 2665 | 2665 | 2665 |
| Ширина, мм | 1030 | 1030 | 1030 |
| Высота, мм | 3430 | 3430 | 3500 |
| Вес, кг | 4700 | 4700 | 4800 |
| 2А554, 2А554-2, 2А554-1: |
Заключение
Станкостроение непрерывно развивается как в количественном, так и качественном отношении. Повышаются точность, мощность, производительность, надежность и долговечность станков. Улучшаются эксплуатационные характеристики, расширяются технологические возможности, совершенствуются компоновки станков и их архитектурные формы. Успешное развитие станкостроения обеспечивает перевооружение всех отраслей промышленности высокопроизводительными и высококачественными станками.
На базе станка мод 2554 выпускаются модернизированные станки мод 2А554Е – передвижные на салазках; мод 2554Р – передвижные по рельсам; мод 2А557, 2А557Е, 2А557Р – с увеличенным вылетом шпинделя до 3150мм; мод 2А554Ф1 – с автоматическим циклом и цифровой индикацией шпинделя и др. На базе станка мод 2554 выпускается также коорданатно-сверлильный станок с числовым программным управлением мод 2554Ф2. Выпускают переносные радиально-сверлильные станки, которые допускают обработку отверстий в различно расположенных плоскостях. (См. приложение рис.1.3)
Наличие в достаточном количестве различного, даже первоклассного, оборудования еще не решает задачу высокопроизводительной ритмичной работы предприятия.
Задачей правильной эксплуатации является получение от станка наибольшей производительности при обеспечении его долговечности и точности. Наибольшую производительность от станка получают в результате правильного выбора и высокого качества режущего инструмента, назначения необходимых режимов резания, правильной наладки станка.
Требования правильной эксплуатации станков включают точное и правильное осуществление упаковки, транспортирования, установки в цехах, эксплуатации, паспортизации, ремонта и модернизации станков.
Приложение
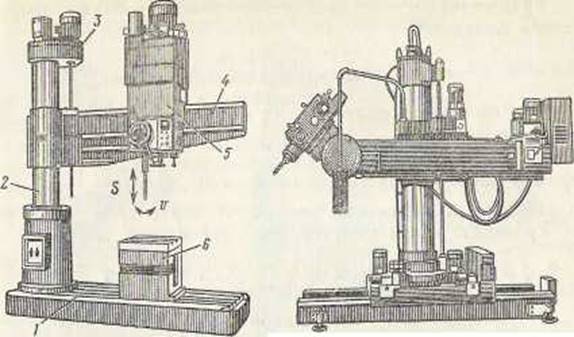
Рис.2 Радиально-сверлильный Рис.3 Переносной радиально-сверлильный станок 2М55: станок
1- фундаментальная плита; 2 – поворотная наружная колонна; 3 – механизм перемещения и зажима траверсы; 4 – траверса; 5 – шпиндельная головка; 6 – приставной стол.
Список литературы
1. Технология обработки конструкционных материалов: Учеб. для машиностр. спец. вузов/П.Г. Петруха, А.И. Марков, П.Д. Беспахотный и др.; Под ред. П.Г. Петрухи. – М.: Высш. шк., 1991. 512с.
2. Чернов Н.Н. Металлорежущие станки: Учебник для техникумов по специальности «Обработка металлов резанием». – 4-е изд., перераб. и доп. – М.: Машиностроение, 1988. – 416с.