Контрольная работа: Разработка технологического процесса механической обработки детали
0,79>0,75 условие выполнено, заготовка рассчитана правильно.
Сварные заготовки широко распространены в машиностроении, что объясняется значительными преимуществами сварки по сравнению с другими способами соединения заготовок. Экономия материалов, снижение стоимости продукции, высокая производительность оборудования и качество продукции – далеко не все преимущества, которые обеспечивает использование сварки в машиностроительном производстве. Использование сварных заготовок позволяет упростить конструкцию исходных заготовок, уменьшить толщину стенок и массу заготовок, использовать разные профили сортового и специального проката.
По сравнению с отливками и поковками сварные заготовки благоприятствуют экономии металлов (40…60%), экономии капитальных затрат производства, уменьшают трудоёмкость изготовления и стоимость заготовок, сокращают сроки их изготовления.
К недостаткам сварных заготовок относят наличие в них внутренних напряжений, которые часто приводят к потере точности формы и размеров поверхностей; сложные по форме заготовки по сравнению с отливками имеют большую трудоёмкость изготовления и меньшую производительность труда; не все материалы отличаются достаточной свариваемостью.
Под свариваемостью понимают способность материалов в результате сварки создавать надёжное их соединение.
Технологичность сварных заготовок обеспечивается рациональным выбором материалов их составных частей, способов их получения, конструкцией сварных элементов и режимом сварки.
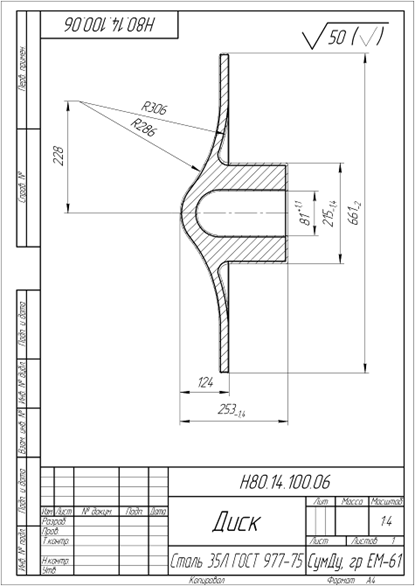
Спроектируем сварную заготовку для детали на рисунке 2.
Оптимальным способом сварки в данном случае может служить механизированная дуговая сварка.
Дуговая сварка (ручная, полуавтоматическая и автоматическая) является наиболее распространенным способом сварки. Ручная сварка применяется для сварки швов небольшого размера; за один проход без предварительной разделки кромок она позволяет сваривать детали толщиной 4... 8 мм.
Автоматическая сварка может вестись одним или несколькими электродами под слоем флюса, в среде защитных газов (аргона, гелия, углекислого газа) или самозащитой проволокой. При этом резко повышается толщина свариваемых деталей (до 15 м без разделки кромок) и производительность сварки (в 6...8 раз по сравнению с ручной сваркой). Сварка в углекислом газе углеродистых и низколегированных сталей характеризуется стабильностью режима сварки, хорошим формированием сварного шва, высоким качеством соединения. Производительность полуавтоматической сварки примерно в 2…4 раза выше, чем ручной.
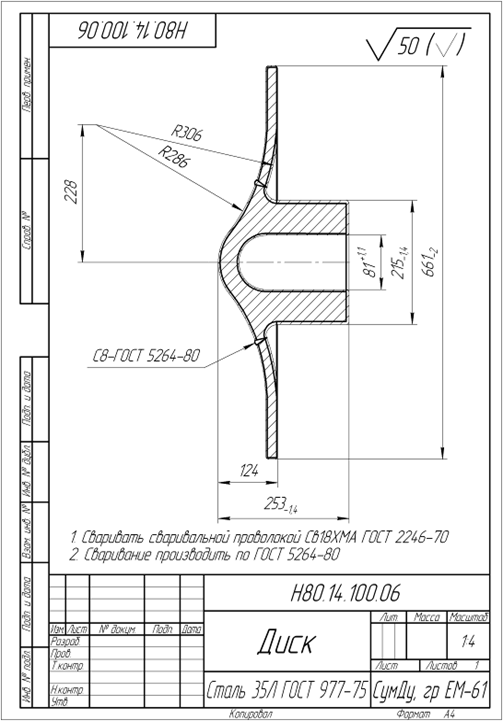
С учетом технологических соображений выбираем полуавтоматическую аргонно-дуговую сварку сварочной проволокой, выбираем тип сварного шва (СВ.), обеспечивающий провар сварного соединения при односторонней многопроходной сварке. Зная конфигурацию и размеры исходных частей заготовки, оформляем ее чертеж.
Сваривание материалов заключается в соединении отдельных частей заготовки за счет межмолекулярных и межатомных сил, которые возникают как результат местного нагревания свариваемых материалов до жидкого или пластичного состояния и приложения механического усилия.
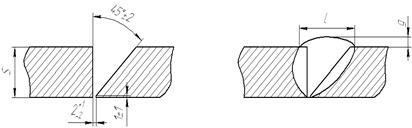
Для данной заготовки мы выбираем стыковое соединение со скосом одной кромки одностороннее, условное обозначение С8 (по ГОСТ 5264-80)
Форма поперечного сечения подготовленных кромок сварного шва
Токарная черновая операция
Исполняется на станках токарной группы. Со всех обрабатываемых поверхностей снимается приблизительно две третьих припуска на механическую обработку.
Обтачивают:
1. цилиндрическую поверхность Ø 215-1,4,
2. цилиндрическую поверхность Ø 81+1,1
3. торцевую поверхность Ø 215-1,4.
4. цилиндрическую поверхность Ø 661
5. поверхности R286, R306
6. отверстия в диске
Токарная чистовая операция
Исполняется на станках токарной группы, более точных по сравнению с токарной черновой обработкой, при более высоких скоростях резания, и при малой подачи. На данном этапе обработки: