Контрольная работа: Выделение химических реагентов из аммиачного варочного раствора в процессе производства целлюлозы
Отработанный аммиачно-бисульфитный раствор обрабатывается оксидом магния с выделением аммиака и образованием разбавленного раствора, содержащего бисульфит магния. Смесь концентрируется с использованием горячих отходящих газов реактора с ожиженным слоем.
Сконцентрированный магниево-бисульфитный раствор подается в реактор с ожиженным слоем оксида магния, и там сгорает. Горячие газы используются для концентрирования дополнительных количеств магниево-бисульфитного раствора, получаемого из аммиачного раствора.
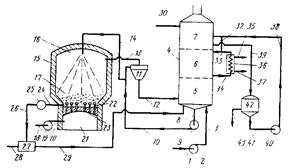
Схема проведения этого процесса представлена на рис. 16. Аммиачно-бисульфитный отработанный раствор подается по трубопроводу / с помощью насоса 2 и далее по линии 3 в колонну разделения 5 башни 4 с промежуточной охладительной колонной 6 и верхней абсорбционной колонной 7.
Отработанный раствор отбирается из колонны 5 по трубопроводу 8 с насосом 9 в линию 10, которая питает раствором аппарат //, представляющий собой скруббер со смачивающимися стенками и трубкой Вентури. Горячие газы, содержащие сернистый газ и частицы оксида магния, из реактора по трубопроводу 13 подаются в аппарат У/. В реакторе происходит сгорание магниево-бисульфитного раствора содержащего лигносульфонат магния.
Отходящие газы имеют температуру ~870°С или выше, когда они попадают в скруббер 11. Раствор подается в И по линии 10 при 93 °С и при контакте с горячими газами образуется большое количество пара. Кроме того, в скруббере происходят химические реакции; при этом ионы магния замещают ионы аммония в лигносульфонатных соединениях, присутствующих в отработанном растворе. Таким способом освобождается аммиак и раствор целиком или частично из аммиачное бисульфитного превращается в магниево-бисульфитный, содержащий лигносульфонат и другие соединения магния.
Отработанный раствор и отходящие газы, включающие аммиак, сернистый газ и пар, из аппарата 11 подаются по трубопроводу 12 в колонну разделения 5, где жидкая фаза отделяется от газов и паров. Испарение воды приводит к концентрированию раствора от исходной концентрации твердых веществ 15 до 25—40 %. При многократной циркуляции раствора по замкнутому циклу, включая трубопровод 6 насос 9, трубопровод 10, скруббер 11, линию 12 к колонну разделения 5, раствор может концентрироваться, причем концентрация твердых веществ, определяется теплосодержанием отходящих газов.
Отработанный раствор, выводимый по линии 10, представляет собой магниево-бисульфитный раствор, он может быть смешан с аммиачно-бисульфитным раствором. На практике часто получается смесь с соотношением этих растворов 1 : 1. В процессе концентрирования, эффективность которого определяется теплосодержанием отходящих газов, концентрация твердых веществ в растворе составляет >25 %. Часть этого раствора относится по линии 14 и разбрызгивается в камере 16 реактора 15. Раствор попадает на ожиженный слой оксида магния 17, где он сгорает.
При концентрации твердых веществ >35 % сгорание происходит без применения дополнительного топлива.
Воздух по трубопроводу 18 подается к насосу 19, который прокачивает его по линии 20 в воздушную камеру 21. Оттуда под давлением воздух через форсунки 22 в днище 23 подается в реактор, что приводит к образованию взвешенного слоя оксида магния. В воздухе отработанный раствор сгорает при 760—1100 °С с образованием отходящих горячих газов, содержащих сернистый газ и порошок оксида магния, которые попадают в трубопровод 13. Для разогрева реактора до температуры горения используется дополнительная система нагрева.
Часть оксида магния из отработанного раствора спекается в ожиженном слое 17. Для поддержания постоянного объема слоя и постоянного размера частиц целесообразно периодически отбирать некоторое количество оксида магния по линии 24 и направлять его в измельчитель 25. Оттуда частицы оксида магния попадают по трубопроводу 26 в резервуар 27, куда подается вода по трубопроводу 28. Водная суспензия гидроксида магния по трубе 29 подается в нижнюю часть колонны разделения 5 с целью введения, в случае необходимости, дополнительного количества оксида магния для нейтрализации аммиачно-бисульфитного раствора.
Принято считать, что по крайней мере 60 %, а желательно >75 % необходимого оксида магния должно обеспечиваться использованием отходящих газов, подаваемых по линии 13 в аппарат 11. Недостающее количество оксида магния для нейтрализации аммиачно-бисульфитного раствора можно обеспечить другими путями, одним из которых является отбор оксида магния из реактора 15 и подача его в колонну разделения.
Отделенные газы, содержащие аммиак и сернистый газ, при температуре -93 °С проходят из нижней части колонны 5 в колонну охлаждения 6, где они контактируют с охлажденной водой, подающейся по трубопроводу 33 при 10— 38 °С. Охлаждающая вода конденсирует пар и растворяет некоторое количество сернистого газа и аммиака. Получающийся водный раствор отбирается из колонны охлаждения по линии 34 (при 32—65 °С) и подается в теплообменник 36 для охлаждения; затем он выводится по линии 33. Линия 35 питает теплообменник холодной водой или другой охлаждающей жидкостью, которая выводится по линии 37.
Водный раствор аммиака по трубопроводу 30 направляется в верхнюю часть абсорбционной колонны 7. Раствор бисульфита аммония отбирается из нижней части абсорбционной колонны и по трубопроводу 39 подается в кислотный отстойник 42. Кислота рециркулирует из отстойника по линии 41 к насосу 40 и назад по линии 38 в среднюю часть абсорбционной колонны. Некоторое количество охлаждающей воды, содержащей сернистый газ и аммиак, отделяют от трубопровода 33 в линию 32 и подают в трубопровод 38 для смешения с потоком жидкости, питающим абсорбционную колонну.
Раствор гидроксида аммония смешивается с охлаждающим водным раствором и смесь подается противотоком относительно сернистого газа и аммиака, которые при этом абсорбируются с образованием дополнительного количества водного раствора бисульфита аммония. По трубопроводу 43 свежий бисульфит аммония удаляется из отстойника 42 и направляется на стадию варки по мере необходимости.
Неабсорбировавшиеся газы выпускаются из колонны 7 по линии 31 в атмосферу. Они безвредны, поскольку содержат углекислый газ, пары воды, азот, другие инертные газы и ничтожно малые количества сернистого газа.
Ниже приводится конкретный пример проведения этого процесса. Аммиачно-бисульфитный перерабатываемый раствор с общим содержанием твердых веществ 12, 25 % подается при 71 °С по линии 3 в разделительную колонну 5 со скоростью 125 т/ч (расход твердого компонента 15 т, воды ПО т/ч). Оксид магния подается в сепаратор 5 по линии 29 со скоростью 62 кг/ч в виде водной суспензии.
Воздух при 65 °С подается в воздушную камеру 21 реактора 15 при давлении около 0,035 МПа со скоростью 112 т/ч. Магниево-бисульфитный раствор с содержанием твердых растворенных веществ 31 % по трубопроводам 10 и 14 со скоростью 55 т (расход твердых веществ 17, воды 38 т/ч) подается в зону 16 реактора. Самоподдерживающийся процесс горения протекает в реакторе за счет присутствующих органических компонентов при температуре 870 °С.
Отходящие газы, содержащие частицы оксида магния, выпускаются из реактора со скоростью 160 т/ч (масса, т: 85,75 N2 , 4,25 02 , 22 СОг , 22,5 S02 , 0,245 MgO и 45,5 пара; % (объемн): 48,9 N,,21,1 О», 8 С02 , 0,6 S02 , 40,4 Нг О) в скруббер 11, где они промываются смесью аммиачно-бисульфитного и магниево-бисульфитного раствора, подающегося по линии 10. Горячая смесь отработанного раствора и газов подается по линии 12 из скруббера в сепаратор, где происходит выделение аммиака и получается разбавленный магниево-бисульфитный раствор.
Общее количество газов 230 т/ч при 87 °С поступает из сепаратора в охлаждающую колонну 6.
Состав газов (проценты объемные): NH3 — 220 кг, 0,2 %; N2 — 85,75 т, 29,9 %; 02 - 4,25 т, 1,3% 02 ; С02 - 22 т, 4,9%; S02 - 2,25 т, 0,3%; Н2 0 - 117 т, 63,4 %.
Газы охлаждаются в колонне 6 до 65 °С и подаются в колонну абсорбции 7. Часть охлажденного водного раствора, содержащего растворенные сернистый газ и аммиак, из линии 33 направляется по линии 38 в 7. Образовавшийся 25 %-ный водный раствор аммиака по линии 30 со скоростью 1,27 т/ч подается в верхнюю часть колонны 7.
Получающийся аммиачно-бисульфитный варочный раствор отбирается из 7 по линии 39 со скоростью 9,35 т/ч (2,0 т S02 ; 0,55 т NHS ; 9,35 т Н2 0). Газы с содержанием S02 менее 0,1 % (объемн.) выпускают в атмосферу по линии 31.