Курсовая работа: Фазові і структурні перетворення під час термічної обробки сталей 5ХНМ та ШХ15
Іноді до експлуатаційним властивостей сталі для штампів гарячої деформації умовно відносять також такі показники, як твердість, опір малій пластичній деформації, опір втомі, теплопровідність, коефіцієнт термічного разширення, окаліностійкість, стійкість проти адгезії, величину зерна сталі, температуру критичних точок і інші.
До технологічних відносять властивості матеріалу, що забезпечують можливість обробки інструменту з властивостями, що задаються, при мінімальних витратах.
До економічних вимог, що пред’являються до сталей для штампів, відносять достатньо низьку вартість сталі і її недефіцитність [4].
1.2 Технологічний процес виготовлення штампу
Штамп є інструментом для обробки тиском, поверхня або контур однієї або обох частин якого відповідають обробленій деталі або заготівці. Конструкції штампів залежать від їх призначення (відрізні, прошивні, для об'много штампування, накатки, внсадочнне і ін.), засобу навантаження (молотові, пресові і ін.) і інших чинників. Штампи відрізняються великою різноманітністю і можуть бути вельми складними.
Штамповій інструмент для гарячої деформації працює в умовах одночасної циклічної дії високих температур і питомого тиску (до 300 - 900 МПа) при динамічному характері навантаження. Величина цих параметрів міняється в широких межах залежно від вживаного ковальсько-пресового устаткування, операції гарячої деформації і властивостей металу, що деформується. У найбільш важких умовах працює штамповий інструмент при пресуванні, висадці, точному штампуванні, а також при рідкому пресуванні мідних сплавів в прес-формах литва під тиском.
Штампи виготовляють цілісними і збірними. В останньому випадку з дорогих легованих сталей виготовляють лише відносно невеликі формоутворювальні деталі, що контактують з гарячим металом; кріпильні і установочні деталі (блок-штампи) роблять з більш дешевих сталей.
Основну масу штампів виготовляють в інструментальних цехах машинобудівних заводів в умовах штучного або дрібносерійного виробництва.
![]()
![]() Штампи гарячої деформації працюють у вельми жорстких умовах, для яких характерні: високі діючі напруги, рівні яких наближаються до меж текучості штампових сталей; високі температури нагріву; циклічна дія напруги від знакозмінних зусиль при деформації; термічна напруга, визначувана умовами нагріву і охолоджування штампів; хімічна взаємодія, особливо що виявляється в процесі пресування і рідкого штампування [1].
Штампи гарячої деформації працюють у вельми жорстких умовах, для яких характерні: високі діючі напруги, рівні яких наближаються до меж текучості штампових сталей; високі температури нагріву; циклічна дія напруги від знакозмінних зусиль при деформації; термічна напруга, визначувана умовами нагріву і охолоджування штампів; хімічна взаємодія, особливо що виявляється в процесі пресування і рідкого штампування [1].
Стійкість штампів залежить від багатьох чинників. Чинники, що визначають стійкість штампів, можна розділити на три групи.
До першої групи відносять деякі показники і характеристики технологічного процесу штампування: форму і масу поковки; ступінь деформації і умови перебігу металу, що деформується; його опір деформації; физико-хімічні і теплофізичні властивості; хімічний склад і температуру нагріву металу, що деформується; наявність і товщину окалини на заготівці; вид мастила; умови підігріву і охолодження штампів; необхідну точність розмірів поковки; часовий режим роботи штампу, кваліфікацію штампувача; пора року і тому подібне.
До другої групи входять параметри штампувального устаткування: швидкість деформації, робочий цикл і пов'язані з ним час контакту поковки і штампу під тиском, час знаходження поковки в штампі після закінчення штампування та інші, наявність виштовхувачів і особливості їх роботи.
До третьої групи відносять властивості штампової сталі: твердість, міцність, теплостійкість, опір зносу, розпалу та інші, а також мікрогеометрію і физико-хімічні властивості поверхневого шару гравюри, що впливають на умови тертя [4].
Основні причини, що призводять до втрати працездатності штампів – це знос, зминання, розпал, при якому маса і разміри поковки поступово виходять за допустимі межі. Швидкість протікання цих процесів визначається теплостійкістю застосовуємих сталей. Опір змину і зносу визначається не тільки вихохним рівнем властивостей сталі, але і швидкістю їх зміни в процесі експлуатації.
Одній з основних причин вихода з ладу штампів для гарячої деформації конструкційних сталей є також розвиток процесів термомеханічної втоми, що привоздять до появлення сітки тріщин «розпалу». Це погіршує поверхню заготовок, затрудняє їх витягання з штампу і полегшує знос і крихке руйнування штампу. В процесі роботи поверхневі шари штампу піддаються дії робочої напруги, що деформують заготівку, і знакозмінної теплової напруги унаслідок чергування нагрівів і охолоджувань.
Випадки передчасного виходу з ладу інструмента можуть бути пов’язани з помилками в конструкції, неправильною експлуатацією, термічню обробкою, дефектами матеріала тощо.
У зв'язку з ускладненням технології штампування і зростанням виробництва виробів з труднодеформируемих матеріалів все більш часто інструмент виходить з ладу із-за крихкого руйнування, обумовленого змінами структури, міцності і пластичності штампових сталей в процесі деформації [1].
Присутність молібдена підвищує теплостійкість, прогартованість, а також зменшує прихильність до зворотної відпускної крихкості, яку неможливо ліквідувати швидким охолодженням для великих штампів.
Виробництво штампів є складним технологічним процесом: як правило, потрібна підвищена точність виготовлення окремих деталей. Тому устаткування для виготовлення штампів повинне бути різноманітним і точним, а кваліфікація робочих – високою.
Виготовлення штампу починається з розробки технологічної документації: креслень штампу і його окремих деталей, маршрутно-технологічних карт на виготовлення деталей штампу, специфікації заготівок.
Технологічний процес для виготовлення штампу повинен забезпечити необхідну послідовність операцій, з тим щоб отримати необхідну точність штампу, чистоту його робочих і настановних поверхонь за умови оптимального завантаження наявного обладнання і робочої сили, мінімальній витраті матеріалів, інструменту і електроенергії [4].
Зазвичай механічну обробку штампів майже повністю проводять до термічної обробки. Після термічної обробки виконують лише доведення струмків штампу [5].
На рисунку 1.2 наведено технологічну схему металургійного переділу рідкого металу безпосередньо у даний виріб.
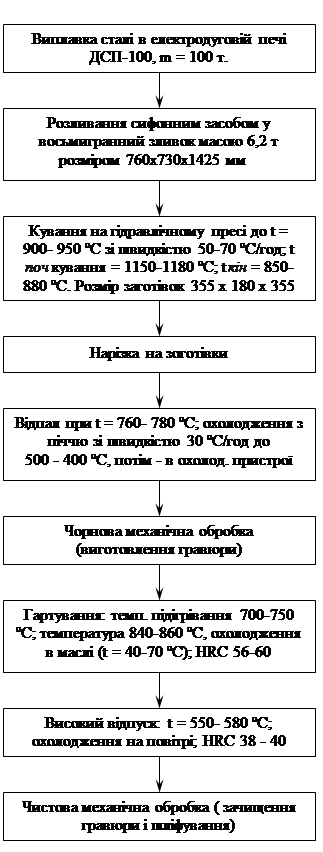
Рисунок 1.1 – Схема технологічного переділу сталі 5ХНМ
Виплавку сталі 5ХНМ здійснюють в електродуговій печі ДСП – 100. Ці печі порівняно з іншими плавильними агрегатами мають переваги: можливість швидкого нагрівання і підтримка необхідної температури в печах до 200ºС; можливість створення окислювальної, відновлювальної або нейтральної атмосфери, а також вакууму. Це дає змогу виплавляти в електропечах сталі та інші сплави з мінімальною кількістю шкідливих домішок, із оптимальним вмістом компонентів, які відзначаються високими якостями та спеціальними властивостями.
Дугова сталеплавильна піч являє собою стальний циліндр зі скошеним або сферичним днищем, футерований зсередини вогнетривкою цеглою. Зверху піч має склепіння з отворами для графітизованих електродів. У стінці корпуса є завантажувальне вікно. За допомогою механізму піч може нахилятися для завантаження або зливання сталі та шлаку. Маса плавки печі становить 100 тон.
Джерелом тепла в таких печах є електрична дуга, яка виникає між електродами діаметом 370 мм і шихтою. На електроди подається струм напругою 200-600 В і силою 1-10 кА [6].
Сталь 5ХНМ виплавляється методом окислення домішок.