Курсовая работа: Особенности извлечения ванадия из отработанных катализаторов
В процессе окисления циклогексанола и (или) циклогексанона азотной кислотой образуются значительные количества побочных продуктов, таких как янтарная и глутаровая кислоты, находящиеся в смеси с основным продуктом — адипиновой кислотой. Разделение этих продуктов в промышленности проводится с помощью хорошо известных технологических схем, включающих стадии кристаллизации, концентрирования и повторной кристаллизации. Однако получаемый в результате такой переработки маточный раствор, содержащий янтарную, глутаровую и небольшие количества адипиновой кислоты, далее разделить на индивидуальные компоненты не удается.
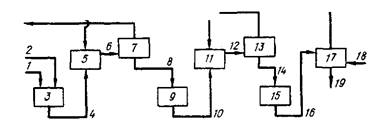
Рис. 2. Схема процесса обработки маточного раствора в производстве адипиновой кислоты для выделения металлических катализаторов и органических кислот.
В результате удаления адипиновой кислоты путем кристаллизации и испарения воды и азотной кислоты концентрация металлсодержащего катализатора в упомянутом маточном растворе значительно повышается. Таким образом, сброс этого раствора в виде отхода существенно снижает экономичность всего процесса, поскольку при этом теряются не только органические кислоты, но и значительные количества компонентов катализатора.
Способ включает обработку водного азотнокислого раствора спиртом для этерификации содержащихся в нем кислот с последующей обработкой растворителем, не смешивающимся с водой, разделение водной и органической фазы, выделение азотной кислоты и компонентов катализатора из водной фазы и выделение производных кислот из органической фазы.
Схема процесса представлена на рис. 2. Процесс экстракции этерифицированного продукта проводится непрерывно. Первый и второй экстракционные аппараты представляют собой резервуары с мешалкой. Третий экстрактор выполнен в виде насадочной колонны; подвижной здесь является водная фаза. Время контакта составляет 15—30 мин. При обработке раствора спиртом время контакта ~1 ч. Как экстракция, так и обработка спиртом обычно проводятся при повышенной температуре, >55 °С.
Маточный раствор по линии 1 подают в резервуар 3, куда по линии 2 поступает также спирт. Желательно, чтобы раствор и спирт подавались в равных объемах. Полученный раствор непрерывно подается через последовательно соединенные экстракторы, отстойники и резервуары. Одновременно соответствующий объем бензола или другого растворителя, не смешивающегося с водой, по линии 18 подается с противоположного конца системы и движется противотоком обрабатываемому раствору.
В первом резервуаре происходит этерификация кислот, присутствующих в маточном растворе, при взаимодействии со спиртом и смесь по линии 4 поступает в первый экстрактор 5, где взаимодействует с экстрагентом, поступающим по линии 21 из второго отстойника 13. Далее смесь направляют в первый отстойник 7, где происходит расслаивание, и экстракт-сырец непрерывно удаляется по линии 22.
Водная фаза из отстойника 7 по линии 8 поступает во второй резервуар 9, затем по линии 10 во второй экстрактор 11, где она смешивается с экстрагентом, поступающим из третьего экстрактора 17 по линии 20. Затем смесь по линии 12 подают во второй отстойник 13 и после расслаивания экстракт по линии 21 направляют в первый экстрактор 5, а водную фазу по линии 14 подают в третий резервуар 15 и далее по линии 16 в третий экстрактор. Свежий растворитель, не смешивающийся с водой, например бензол, вводят в третий экстрактор по линии 18. После обработки он по линии 20 поступает во второй экстрактор П. Водный раствор выводят по линии 19 для проведения дальнейшей необходимой обработки.
При осуществлении описанного непрерывного метода по линии 22 непрерывно отводится экстракт-сырец, содержащий эфиры органических кислот, а по линии 19 водный раствор, содержащий избыток спирта, воду, азотную кислоту и компоненты катализатора. Оба выделяемых раствора подвергаются дальнейшей переработке для выделения содержащихся в них компонентов.
Этот процесс обладает рядом преимуществ по сравнению с известными процессами выделения. В частности, он не требует проведения таких сложных технологических стадий как удаление азотной кислоты и воды путем упаривания, дистилляция высококипящих двухосновных кислот, добавление нелетучих кислот или других неорганических материалов, накапливающихся в системе, дорогостоящие процессы кристаллизации и фильтрования. В результате получают водный и органический растворы, не содержащие примесей.
Преимуществами описанного способа перед известными являются его простота и экономичность. Он позволяет получать дикарбоновые кислоты в виде эфиров, которые легко могут быть выделены в индивидуальном виде и далее путем гидролиза превращены в кислоты. Металлсодержащие компоненты катализатора выделяются в виде концентрированного азотнокислого раствора и могут быть непосредственно направлены для повторного использования на стадии окисления циклогексанола и (или) циклогексанона азотной кислотой.
Побочные продукты или сточные воды процесса производства адипиновой кислоты, содержащие также глутаровую, янтарную и азотную кислоты и компоненты медного и ванадиевого катализаторов, обрабатывают спиртом для этерификации двухосновных кислот. При использовании, например, н-бутанола образующиеся эфиры практически не смешиваются с водным раствором и отделяются от водного слоя, в котором содержатся компоненты катализатора. Водный раствор может быть возвращен на стадию производства адипиновой кислоты каталитическим окислением.
2.3 Ресурсосберегающая технология получения ванадия из отработанных катализаторов сернокислотного производства
Ванадий представляет собой широко распространенный элемент, имеющий важное народнохозяйственное значение и определяющий качество современной металлопродукции. Большие промышленные запасы ванадийсодержаших руд (Россия, ЮАР) и относительно невысокая стоимость ванадия дают право считать его наиболее предпочтительным металлом при выплавке экономнолегированных сталей. В наибольшей степени ванадий используют в металлургии в качестве легирующей добавки при производстве высокопрочных конструкционных и быстрорежущих сталей. Важными сферами его применения являются также авиакосмическая и химическая промышленности, в частности, производство сернокислотных катализаторов.
В странах СНГ основным природным сырьем для ванадиевой продукции являются титаномагнетитовые руды Качканарского месторождения (Россия), где концентрация оксида ванадия (V) составляет 0,14-0,17%.
Техногенными загрязнителями окружающей среды соединениями ванадия являются предприятия металлургической, химической промышленности и энергетика. На долю металлургии и химии приходятся твердые отходы: шлаки после выплавки ванадиевых ферросплавов, легирования стали ванадием и отработанные катализаторы химической промышленности. При сжигании органического топлива на тепловых электростанциях, соединения ванадия и другие вредные вещества выбрасываются в окружающую среду в газообразном, жидком и твердом виде. Соединения ванадия токсичны. Они могут поражать органы дыхания, пищеварения, систему кровообращения и нервную систему, а также вызывать воспалительные и аллергические заболевания кожи. Такое воздействие на человека связано с физико-химическими свойствами ванадия и его соединений.
Среди источников вторичного ванадиевого сырья важное место занимают отработанные катализаторы сернокислотного производства. Содержание в них ванадия в десятки раз превосходит его количество в традиционном рудном сырье - титаномагнетитовых рудах. Кроме того, для этого вида сырья не требуются затраты на добычу и его обогащение, что необходимо при переработке минерального сырья. Затраты на утилизацию содержащихся в них полезных компонентов в 2-3 раза меньше затрат на их добычу, обогащение минерального сырья и его последующую переработку. Расход топлива снижается на 10-40%, а удельные капиталовложения – на 30-50%. В целом это огромный резерв повышения эффективности. Использование традиционных технологий добычи и переработки рудного сырья приводит к образованию огромных объемом вторичных ресурсов и отходов производства.
В промышленной практике извлечение редких металлов из ОВК осуществляют как пирометаллургическими (обжиг, хлорирование), так и гидрометаллургическими способами (выщелачивание, химическое осаждение, экстракция) в различных сочетаниях. В данной работе опыты по извлечению соединений ванадия из ОВК проводили по гидрометаллургической схеме.
Характеристика отработанных сернокислотных катализаторов
Как видно, соотношение V2O4 и V2O5 в ОВК ряда заводов различное. Минимальное содержание V2O4 в пробе №3 составляет 29,7 % и доходит до 100 % в пробе № 2. Кроме того, ОВК характеризуются высоким содержанием железа (от 0,8 до 2,9 % в пересчете на Fe2O3).
Авторами были исследованы следующие факторы, оказывающие влияние на степень извлечения ванадия: концентрация реагента, время выщелачивания, температура, оптимальное соотношение Т:Ж, влияние окислителя.
Для исследований была подготовлена измельченная проба № 3 крупностью - 0,01 мм. Навеску пробы обрабатывали различными растворителями при нагревании и тщательном перемешивании. По окончании опыта раствор фильтровали и определяли в нем содержание V2O4 и V2O5, а в отвальных шламах содержание V2O5 .
В качестве растворителей использовали 5 - 25 % NaOH, H2O, аммиачные и сернокислотные растворы. Время выщелачивания составляло 0,5; 1; 2; 5 ч. Соотношение твердой фазы к жидкой составляло Т:Ж-=1:(3-10), температура выщелачивания находилась в пределах 25 - 95 °С.
С целью повышения степени извлечения ванадия из ОВК был исследован процесс окисления четырехвалентного ванадия до пятивалентного состояния. В качестве окислителя использовали 10% раствор Н2О2 . Опытами установлено, что при использовании 10 % Н2О2 степень перевода ванадия в раствор составила 87,2 - 91,3%. Кроме того, были проведены опыты по определению возможности электрохимического способа окисления ванадия.
Предварительные исследования показали, что максимальная степень перевода ванадия в раствор достигается при выщелачивании ОВК растворами серной кислоты. Поэтому дальнейшие опыты по извлечению ванадия проводили 3-7 % H2SO4.
Опытами установлено, что электрохимическое окисление ванадия из 4-х валентного состояния в 5-ти валентное происходит на 95-97 %, При концентрации V2O5 в растворе 6-8 г/л содержание в нем 4-х валентного ванадия составило 0,2-0,4 г/л.
Для отработки параметров новой гидрометаллургической технологии и выдачи исходных данных на проектирование установки по переработке отработанных катализаторов химических производств необходимо выполнить опытно-промышленные испытания на одном из предприятий, на котором применяются катализаторы.
Утилизация токсичных ванадийсодержащих отходов отработанных катализаторов позволит получить в Украине не только собственную ванадиевую продукцию на уровне лучших мировых образцов, но и в значительной мере — решить экологические проблемы.