Курсовая работа: Проект литейно-прокатного модуля с косовалковым планетарным станом РSW для производства легированного мелкого сорта
МНЛЗ (машина непрерывного литья заготовок) четырехручьевая, производительностью 1 млн т в год. Сечение отливаемых заготовок: квадратных (120![]() 120; 140
120; 140![]() 140; 160
140; 160![]() 160 и 180
160 и 180![]() 180 мм), круглых
180 мм), круглых ![]() 180;
180; ![]() 200 и
200 и ![]() 220мм) и плоских (100
220мм) и плоских (100![]() 240 и 120
240 и 120![]() 300мм). Технологическая схема МНЛЗ представлена на рисунке 2, а техническая характеристика представляется следующими данными:
300мм). Технологическая схема МНЛЗ представлена на рисунке 2, а техническая характеристика представляется следующими данными:
- расстояние между ручьями – 1200 мм;
- радиус базовой стенки кристаллизатора – 8м;
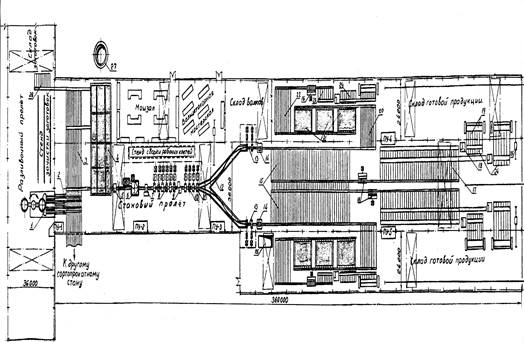
Рис.1. Литейно-прокатный модуль с косовалковым планетарным станом PSW для производства легированного мелкого сорта (схема расположения оборудования).
1 – четырехручьевая МНЛЗ; 2 – огневые резаки; 3 – передаточно-загрузочный шлеппер; 4 – нагревательная печь с шагающими балками; 5 – устройство для гидросбива окалины; 6 – обжимная планетарная клеть типа PSW; 7 – летучие ножницы для обрезки концов; 8 – черновая группа клетей 420; 9 – аварийные летучие ножницы; 10 – промежуточная группа клетей 330; 11 – разделительная клеть; 12 – разделительный желоб; 13 – чистовая группа клетей 250; 14 – летучие ножницы; 15 – холодильник; 16 – роликоправильные машины; 17 – передаточно-сортировочные стеллажи; 18 – ножницы холодной резки готовой продукции; 19 – штабелеукладчик с упаковочным устройством; 20 – шлеппер и стеллаж предварительного охлаждения легированных сталей; 21 – термостатные агрегаты замедленного охлаждения легированных сталей; 22 – передаточный шлеппер со стеллажами окончательного охлаждения; 23 – сортировочный стеллаж; 24 – стеллажи с карманами отбракованной продукции; 25 – передаточная тележка; 26 – яма для окалины; 27 – дымовая труба; 28 – уборочно-загрузочная решетка.
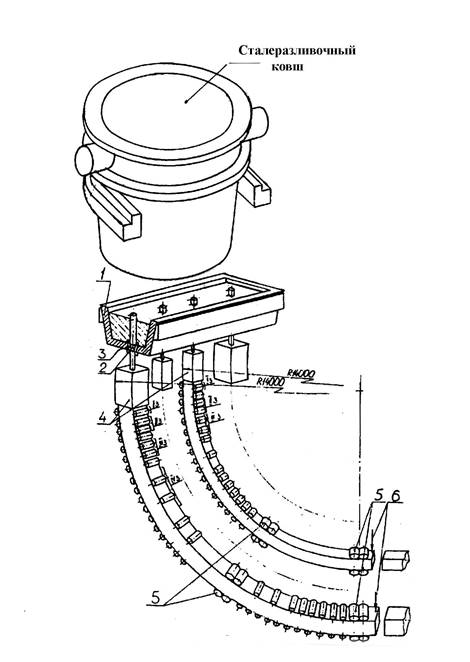
Рис.2. Технологическая схема комбинированного литья заготовок различного поперечного сечения на МНЛЗ.
1 – промежуточный ковш; 2 – стакан-дозатор; 3 – выступ вокруг стопора-моноблока; 4 – радиальные кристаллизаторы с большим и малым поперечными сечениями; 5 – тянущие клети; 6 – подвижные установки газовых резаков.
- число точек разгиба – 2 шт;
- радиус разгиба - 15м;
- масса жидкого металла в сталеразливочном ковше – 120т;
- масса жидкого металла в промковше – 25т;
- уровень металла в промковше - 800мм;
- скорость разливки – 2,5 – 5,9 м/мин;
- тип затравки - «жесткая»;
- длина гильзы кристаллизатора:
при отливке квадратных заготовок – 1100мм,
при отливке круглых заготовок – 800мм;
- вторичное охлаждение:
тип - воздушное,
число зон – 3 шт;
- вид режущего устройства – кислородно – газовое;
- количество плавок в серии – до 15шт.
Для улучшения качества поверхности и снижения внутренней неоднородности слитка в МНЛЗ предусмотрено электромагнитное перемешивание металла в кристаллизаторе. Параметры качания в кристаллизаторе выбираются в зависимости от скорости разливки: амплитуда колебания до 16мм, частота до 400 кач/мин, - все это позволяет исключить зависание образовавшейся корочки металла. Скорость движения охлаждающей в кристаллизаторе 12 – 15 м/с при максимальном давлении 8 бар [3].
Тип промежуточного ковша «дельта». Тележка промежуточного ковша оборудована системой взвешивания, которая обеспечивает стабильность уровня стали в ковше.
Регулирование расхода металла на ручей осуществляется за счет стаканов – дозаторов.
Зона вторичного охлаждения состоит из 3-х независимых участков общей длиной 6,5м. Тем самым вторичное охлаждение подразделяется на участки для оптимизации затвердевания с целью ограничения температуры вторичного разогрева поверхности заготовки и уменьшения термических напряжений для исключения возможности образования внутренних напряжений в заготовке при выпрямлении, тянуще – правильный агрегат спроектирован с большим радиусом и двумя точками правки.
Маркировочная машина МНЛЗ автоматически выполняет маркировку заготовок в соответствии с номером плавки, номером ручья и номером заготовки на ручье.