Курсовая работа: Разработка технологического процесса изготовления шкафа для документации
внутренние видимые – НЦ. А2. П. ПГ. 3
Общий вид и габаритные размеры изделия.
Общий вид и габаритные размеры изделия приведены на рис.
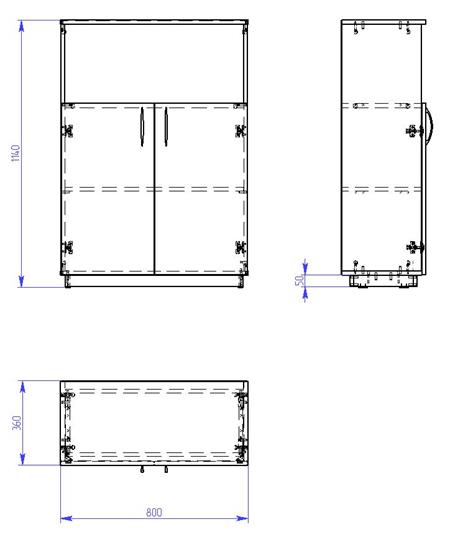
Конструкция и материалы.
Шкафы для документации сборно-разборной конструкции. Разборные соединения каркаса шкафов для документации осуществляется стяжками и шкантами без клея. Боковины и горизонтальные стенки соединяют при помощи шкантов и эксцентриковой стяжки. Крышку и полик крепят на шкантах и эксцентриковых стяжках к боковинам. Все стяжки и видимые отверстия закрывают заглушками. Полки установлены на полкодержателях, которые в свою очередь зафиксированы во втулках полкодержателей на боковинах каркаса.
Двери из ДСтП толщиной 16 мм навешивают на четырехшарнирные петли, двери из стекла – на петли для стеклянных дверей. Опорная коробка неразборная – собирается на шкант и клей, затем крепится на шкантах и шурупах к полику. В отверстия на опорной коробке устанавливают опоры мебельные. Ручки устанавливают на двери при помощи винтов. Для смягчения удара при закрытии двери из стекла применяют бобышку амортизатор, которую наклеивают на стекло или полик.
Каркас шкафа, крышка, двери и полик – из ДСтП облицованного строганным шпоном 16 мм ГОСТ 10632. Задняя стенка – ДВП ламинированное ГОСТ 8904. Опорная коробка – массив пиломатериалов хвойных пород СТБ 1713-2007. Торцы деталей облицовывают шпоном.
Для шкафов применяется фурнитура, выпускаемая предприятиями стран СНГ, соответствующая требованиям СТБ 1157, конструкторской документации и образцам-эталонам, утвержденным в установленном порядке.
Безопасность эксплуатации шкафов обеспечивается применяемыми материалами, конструкцией и подтверждается испытаниями, проведенными в установленном порядке.
Допускается применять другие материалы, не указанные в настоящем техническом описании, если они имеют удостоверение о государственной гигиенической регистрации, и не снижают эстетические и эксплутационные свойства изделия.
Уровень унификации.
Расширение обновление ассортимента изделий при их массовом выпуске требует значительных затрат на перестройку производства. Однако разнообразия продукции можно достигнуть и при ограниченном количестве типоразмеров элементов, комбинируя из них самые различные варианты изделий. В основу новых решений конструкций могут быть положены единые, в том числе и ранее освоенные, исходные элементы. Это возможно при унификации.
Унификация (от лат. unus – один и facio – делаю) – рациональное сокращение числа объектов одинакового функционального назначения, приведение различных видов продукции и средств ее производства к наименьшему числу типоразмеров, марок, форм, свойств и т.п. Сведение количества типоразмеров элементов к минимуму обуславливается интересами производства.
При выполнении этого условия легче осваивать новую продукцию, решать вопросы специализации, кооперации. Внедрение системы унификации позволяет сократить время на переналадку оборудования и число переналадок, повысить выход заготовок при раскрое материалов, улучшить организацию труда.
Уровень унификации отражает степень насыщенности изделия унифицированными деталями и оценивается коэффициентом унификации, который определяется отношением числа повторяемости размеров деталей к общему числу деталей данного изделия:
Ку =(1-(Н-1)/(Д-1))∙100%, (2.1)
где Н – общее количество типоразмеров деталей в изделии; Д – общее количество деталей в том же изделии.
Таблица 1.1
| Н | Д | Примечание |
| 1 | 1 | Столешница |
| 1 | 2 | Боковая стенка |
| 1 | 1 | Горизонтальный щит |
| 1 | 1 | Горизонтальный щит |
| 1 | 1 | Полка |
| 1 | 2 | Цоколь |
| 1 | 2 | Цоколь |
| 1 | 2 | Створки |
| 1 | 1 | Задняя стенка |
Ку =(1-(9-1)/(13-1))∙100%= 58,3 %.
Более технологичными являются те конструкции, которые имеют большее количество унифицированных деталей и сборочных единиц. Для отдельных изделий установлен уровень унификации не менее 40 %; наборов (гарнитуров) – не менее 60 %; для стульев гнутоклееных – не менее 25%.
Таким образом, Ку =58,3 % ниже уровня, следовательно, шкаф технологичен.
3 РАЗРАБОТКА КАРТЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ВСЕГО ИЗДЕЛИЯ (ДО ОТДЕЛКИ И СБОРКИ).
Весь технологический процесс представлен в виде таблицы 3.1. В таблице приводится перечень деталей и сборочных единиц входящих в состав изделия, а также материал из которого изготавливаются детали, количество и габаритные размеры. Также указаны операции, оборудование и его марка.
Технологические характеристики принятого оборудования для заданного техпроцесса
Форматно-раскроечный центр CHF 41/32/32 Sawtech ( Homag )
Технические данные:
Наибольшие размеры раскраиваемых материалов, мм
длина 3200
ширина 3200
автоматически регулируемая высота пиления 35/70
Диаметр основной пилы, мм 350×75
Диаметр подрезной пилы, мм 200×45
Мощность эл. двигателя, кВт
Основной пилы 7,5
Подрезной пилы 1,1