Курсовая работа: Різальний інструмент
 ;
;
![]()
Так як всі значення передніх кутів більші нижньої межі рекомендації, заглиблення на передній поверхні робити не потрібно.
Для зменшення тертя на задній поверхні на проміжках, перпендикулярних до осі деталі, залишаємо стрічку f1 шириною 0,2-0,3 мм (рисунок 1.2).
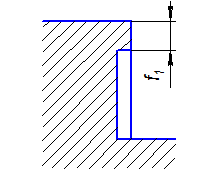
Рисунок 1.2 – Захід для зменшення тертя
Загальна довжина різця встановлюється таким чином: з боку відкритого кінця заготовки довжину розрахункового профілю різця, що дорівнює довжині деталі, збільшують на 2-3 мм (щоб перекрити допуск на заготовку та похибки її базування); з протилежного боку робимо виступ шириною 3-6 мм для підготовки поверхні під відрізний різець. Боки виступу зрізаємо під кутом 150 .
Допуски на розміри інструменту дорівнюють 0,33-0,25 від допусків на відповідні розміри деталі. Беремо 0,25. Результати розрахунків заносимо до таблиці 1.3.
Таблиця 1.3 – Допуски на розміри профілю різця
Номерточки | Діаметр деталі | Допуск на разм ірдеталі | Допуск на розмір профілю різця | |
| позначення | Числовое значення | |||
| 1 | 45 | h9 | 0,062 | 0,0155 |
| 2 | 45 | h9 | 0,062 | 0,0155 |
| 3 | 38 | h9 | 0,062 | 0,0155 |
| 4 | 80 | р8 | 0,038 | 0,0095 |
| 5 | 80 | р8 | 0,038 | 0,0095 |
| 6 | 40 | h14 | 0,620 | 0,155 |
| 7 | 40 | h14 | 0,620 | 0,155 |
2 Проектування шпоночної протяжки
Вихідні дані
- матеріал деталі – Сталь 45;
- діаметер вала – 110 мм;
- розмір шпонки – 28х16;
- довжина втулки – 40 мм;
- зєднання – щільне.
Ескіз оброблюваної поверхні поданий на рисунку 2.1.
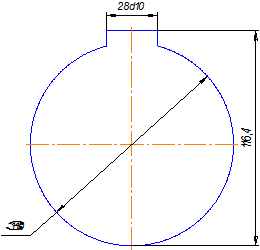
Рисунок 2.1 – Ескіз оброблюваної поверхні
Аналіз протяжки
Робоча частина протяжки складається з секції чорнових зубів, з секції чистових зубів та з секціїї калібрувальних зубів.
Вибираємо конструкцію протяжки – плоска протяжка з тонким тілом. Ескіз вибраної протяжки наведений на рисунку 2.2.
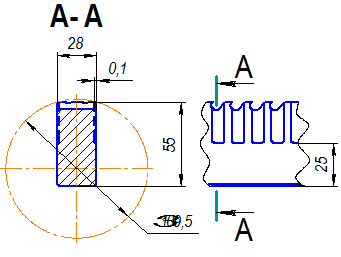
Рисунок 2.2 – Ескіз шпоночної протяжки з плоским тілом
Схема різання – одинарна. Метод формоутворення поверхні – генераторний.
Розрахунок протяжки
Призначаємо підйом на зуб: ![]() мм.
мм.
Визначаемо кількість зубів чорнової секції:
![]() ,
,
де ![]() - підйом на зуб;
- підйом на зуб;
![]() - припуск на чистову секцію, приймаємо
- припуск на чистову секцію, приймаємо ![]() ;
;
А – загальній припуск, який визначаємо за формулою
![]() ,
,
де ![]() - розмір, отриманий після обробки,
- розмір, отриманий після обробки, ![]() мм;
мм;
![]() - найменший розмір до обробки,
- найменший розмір до обробки,
![]() мм.
мм.
Отже