Курсовая работа: Сварка трением
Полученные заготовки были короткие, поэтому для получения достаточно длинного ствола орудия несколько таких заготовок соединяли между собой также при помощи сварки. Для этого соответствующие концы труб выковывались в виде внутреннего и наружного конуса, соединяли и сваривали их внахлестку. В казенную часть ствола вваривали коническую железную заглушку, а рядом прорубалось запальное отверстие.
Древнерусские мастера успешно применяли сварку бронзы и стали (например, топорики, найденные в районе Старой Ладоги - обух бронзовый, а лезвия стальные). При изготовлении пушек применяли и литейную сварку - заливали расплавленной бронзой соединяемые детали.
В то же время сварка металлов - кузнечная, литейная, пайка развивались медленно. В 19 веке в промышленности была механизирована кузнечная сварка. Ручной труд молотобойца был механизирован (заменен работой машин), т.е. стали применяться механические молоты с весом бойка до 1 т., производящим от 100 до 400 ударов в минуту. Значительно улучшилась конструкция печей для нагрева свариваемых деталей, заменивших примитивные кузнечные горны. Печи переводятся на твердое, жидкое и газообразное топливо. Совершенствуется и технология сварки. Способом кузнечной сварки готовили биметалл. Листы разнородных металлов собирали в пакет, нагревали в печах и пропускали через валки прокатного стана. Особое применение кузнечная сварка находила в производстве стальных труб с прямолинейным продольным нахлесточным швом, а также спирально - шовные трубы. Применялась сварка и при ремонте клепаных конструкций (рамы паровозов, корпуса судов) когда доступ, по крайней мере, с одной стороны после их сборки был возможен. Кроме того, применялась она при производстве инструментов, орудий труда и т.д. Однако во многих отраслях производства кузнечная и литейная сварка ввиду ограниченных возможностей пламени, уже не удовлетворяла возросшим требованиям техники. Крупногабаритные конструкции и сложные по форме изделия невозможно было равномерно нагреть пламенем и успеть проковать или полностью залить стык до его остывания
Глава 2. Сварка трением
Сварка трением это разновидность сварки давлением, при которой нагрев осуществляется трением, вызванным перемещением (вращением) одной из соединяемых частей свариваемого изделия (рисунок 1). Она происходит в твердом состоянии при воздействии теплоты, возникающей при трении поверхностей свариваемого изделия.
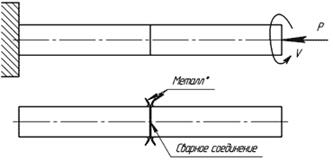
Рисунок 1. Схема сварки трением
Процесс образования сварного соединения:
1) вследствие действия сил трения сдираются оксидные плёнки;
2) наступает разогрев кромок свариваемого металла до пластичного состояния, возникает временный контакт, происходит его разрушение и высокопластичный металл (металл шва) (см.рисунок 1) выдавливается из стыка;
3)прекращение вращения с образованием сварного соединения.
Сварка трением это разновидность сварки давлением, при которой механическая энергия, подводимая к одной из свариваемых деталей, преобразуется в тепловую; при этом генерирование теплоты происходит непосредственно в месте будущего соединения. Теплота может выделяться при вращении одной детали относительно другой (рис2, а) или вставки между деталями (рис. 2, б, в), при возвратно-поступательном движении деталей в плоскости стыка с относительно малыми амплитудами и при звуковой частоте (рис. 2, г) . Детали при этом прижимаются постоянным или возрастающим во времени давлением. Сварка завершается осадкой и быстрым прекращением вращения.
В зоне стыка при сварке протекают различные процессы. По мере увеличения частоты вращения свариваемых заготовок при наличии сжимающего давления происходит притирка контактных поверхностей и разрушение жировых пленок, присутствующих на них в исходном состоянии. Граничное трение уступает место сухому. В контакт вступают отдельные микровыступы, происходит их деформация и образование участков с ненасыщенными связями поверхностных атомов, между которыми мгновенно формируются металлические связи и немедленно разрушаются вследствие относительного движения поверхностей. Этот процесс происходит непрерывно и сопровождается увеличением фактической площади контакта и быстрым повышением температуры в стыке. При этом снижается сопротивление металла деформации, и трение распространяется на всю поверхность контакта. В зоне стыка появляется тонкий слой пластифицированного металла, выполняющего роль смазочного материала, и трение из сухого становится граничным.
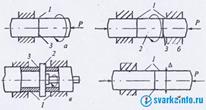
Рис.2. Схемы процесса сварки трением: 1 - свариваемые детали; 2 - вставка; 3 - зона сварки
Под действием сжимающего усилия происходит вытеснение металла из стыка и сближение свариваемых поверхностей (осадка). Контактные поверхности оказываются подготовленными к образованию сварного соединения: металл в зоне стыка обладает низким сопротивлением высокотемпературной деформации, оксидные пленки утонены, частично разрушены и удалены, соединяемые поверхности активированы. После торможения, когда частота вращения приближается к нулю, наблюдается некоторое понижение температуры металла в стыке за счет теплоотвода.
Сварка трением позволяет получить прочные соединения не только изодно-именных, но и из разноименных металлов и сплавов, даже таких, теплофизические характеристики которых резко различны. Основными типами сварных соединений при сварке трением являются: стыковые соединения стержней и труб, соединения стержней и трубы с плоской поверхностью.
2.1 Машинная сварка трением
Машины для сварки трением обычно содержат следующие основные узлы (рис. 3): привод вращения 1 шпинделя с ременной передачей 2; фрикционную муфту 3 для сцепления шпинделя с приводным устройством; тормоз 4 для торможения шпинделя; два зажима для крепления свариваемых заготовок 7; переднюю бабку 5 со шпинделем, несущим на себе вращающийся зажим 6; заднюю бабку 8 с неподвижным зажимом; пневматические или гидравлические цилиндры 9, обеспечивающие создание необходимого рабочего (осевого) давления машины; пневматическую, пневмогидравлическую или гидравлическую схему управления силовым приводом машины; шкаф управления.
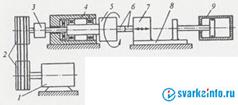
Рис. 3. Принципиальная конструктивно-кинематическая схема машины для сварки трением
В большинстве машин в состав привода вращения входят трехфазный асинхронный электродвигатель, клиноременная передача с зубчатым ремнем. В машинах для микро- и прецизионной сварки, шпиндель которых должен развивать очень высокую частоту вращения (80-650 с-1), в качестве привода применяются пневматические турбины, которые характеризуются быстрым разгоном и торможением, позволяют обходиться без передачи при помощи непосредственного сочленения вала со шпинделем машины.
Машины для сварки трением
Первая машина для сварки металлов трением «МСТ-1» была разработана во и внедрена для сварки заготовок инструмента на Сестрорецком инструментальном заводе в 1959 г. В Институте разработано несколько десятков типоразмеров оборудования, в том числе ряд «МСТ-23», «МСТ-35», «МСТ-41» и «МСТ-51» с пневмогидравлическим приводом мощностью от 10 до 75 кВт, охватывающий диапазон свариваемых диаметров стальных заготовок от 10 до 70 мм, и ряд «МСТ-0401», «МСТ-2001», «МСТ-6001», «МСТ-120.01» с гидравлическим приводом мощностью от 4 до 160 кВт и диапазоном диаметров свариваемых стальных изделий от 5 до 120 мм.
Организован выпуск первого ряда машин на Волковысском заводе литейного оборудования, машины «МСТ-2001» – на Гомельском станкостроительном заводе и «МСТ-120.01» – на Краматорском заводе тяжелого станкостроения.
В настоящее время в ОАО «Институт сварки России» изготовлен экспериментальный макет, который после отладки будет использован для исследования технологии сварки трением перемешиванием.
2.2 Материалы, используемые для сварки
Сварочная проволока
Проволока маркируется индексом Св. (сварочная) и следующих за ним букв и цифр. Буквами обозначены химические элементы, содержащиеся в металле проволоки: А — азот (только в высоколегированных проволоках), Г — марганец, С — кремний, X — хром, Н — никель, М — молибден, Т — титан, Ю — алюминий, Ц — цирконий и др. Первые две цифры, следующие за индексом Св. указывают содержание углерода в сотых долях процента, а цифры после букв — содержание данного элемента в процентах. Отсутствие цифры после буквенного обозначения легирующего элемента означает, что этого элемента в проволоке менее одного процента. Буква А на конце обозначений марок низкоуглеродистой и легированной проволоки указывает на пониженное содержание вредных примесей (серы и фосфора). Например, сварочная проволока марки Св-08ХГ2С содержит 0,08% углерода, до 1 % хрома, до 2% марганца и до 1 % кремния.