Курсовая работа: Технологический процесс производства окатышей
1 – бункера, 2 – питатели, 3 – конвейер, 4 – смесительный барабан,
5 – конвейер, 6 – чашевый окомкователь, 7 – бункер, 8 – питатель,
9 – конвейер, 10 – укладчик, 11 – питатель, 12 – машина упрочняюще-восстановительного обжига, 13 – грохот.
Холодные окатыши имеют высокую прочность, что позволяет их транспортировать на большие расстояния к доменным цехам. Принципиальная схема технологического процесса представлена на РИС. 1. Концентрат, известняк и возврат поступают в бункера 1, откуда питателями 2 в определенных соотношениях выдаются на конвейер 3, направляющий шихтовые материалы в смесительный барабан 4, по выходе из которого шихта конвейером 5 транспортируется в гранулятор 6. Перед окомкователем к шихте добавляют бентонит, подаваемый из бункера 7 питателем 8. В окомкователе происходит образование окатышей, чему в значительной степени способствует вода, подаваемая в гранулятор через распыляющую форсунку. Выходящие из окомкователя сырые окатыши транспортируются конвейером 9 к укладчику 10. С помощью укладчика окатыши подаются в питатель 11, который загружает их на машину 12 упрочняющего или упрочняюще-восстановительного обжига. После охлаждения готовые окатыши перед отправкой на склад подвергаются рассеву на грохоте 13.
Грануляторы.
Для окомкования шихты используют барабанные или чашевые грануляторы. Барабанный гранулятор принципиально не отличается от окомкователя агломерационной шихты. В отличие от барабанного рабочий орган чашевого гранулятора представляет собой наклоненную к горизонту под углом 45 – 55 градусов чашу с плоским днищем, которая вращается вокруг своей оси.
На РИС. 2 изображены схемы процессов образования окатышей в барабанном (а) и чашевом (б) грануляторах.
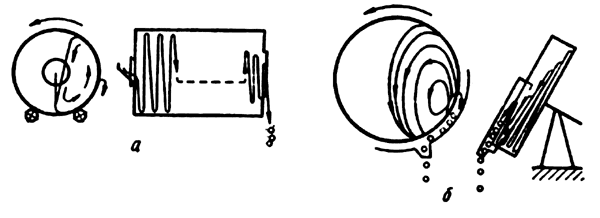
РИС. 2. Схемы процессов образования окатышей в барабанном (а)
и чашевом (б) грануляторах.
Во вращающийся барабан (чашу) непрерывно подается шихта, которая в присутствии распыленной воды окомковывается, превращаясь в круглые
тела – окатыши. По мере перемещения в барабане (чаше) окатыши увеличиваются в диаметре, выходят из барабана через разгрузочное отверстие (пересыпаются через борт чаши) в разгрузочный латок и из него поступают на ленточный конвейер.
На РИС. 3 показаны механизмы вращения и наклона чаши чашевого гранулятора, который состоит из чаши, привода, опоры, рамы, механизмов вращения, наклона и очистки.
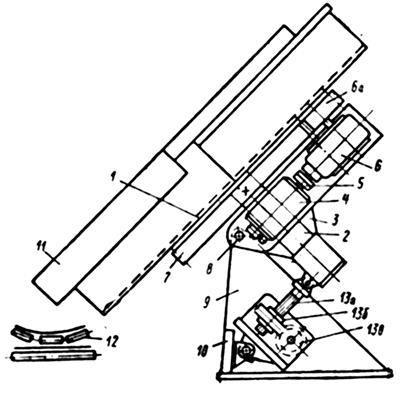
РИС. 3. Механизмы вращения и наклона чаши чашевого гранулятора:
1 – чаша; 2 – вращающаяся ось; 3 – опора; 4 – электродвигатель постоянного тока; 5 – муфта; 6 – коническо-цилиндрический редуктор; 6а – шестерня;
7 – зубчатый венец; 8 – валики; 9 – две стойки; 10 – поперечная балка;
11 – лоток; 12 – конвейер; 13 а – тяга-винт; 13 б – тяга винтовая пара;
13 в – червячная передача.
Чаша 1 сварной конструкции выполнена для удобства транспортировки из двух половин, соединенных между собой болтами. Опора 3 представляет собой жесткую сварную раму со смонтированной в ней на подшипниках качения вращающейся осью 2, на верхнем коническом хвостовике которой неподвижно закреплена чаша 1. Осевые усилия воспринимают установленные в нижней части рамы упорные подшипники.
Привод вращения чаши, смонтированной на опоре 3, состоит из электродвигателя 4 постоянного тока, муфты 5, коническо-цилиндрического редуктора 6 и тахогенератора, связанного с валом электродвигателя кинематической зубчатой передачей. На выходном валу редуктора расположена шестерня 6а, находящаяся в зацеплении с зубчатым венцом 7, который закреплен на чаше и вращает ее при включении электродвигателя. Опора 3 валиками 8 шарнирно закреплена на раме, состоящей из двух стоек 9, которые жестко соединены между собой поперечной балкой 10.
Механизм наклона чаши состоит из тяги-винта 13а, связывающего между собой балку 10 и часть опоры 3, к которым шарнирно прикреплены тяги винтовой пары 13б и червячной передачи 13в. При вращении вала червяка вручную винт, связанный гайкой с червячным колесом, совершает поступательное движение, изменяя угол наклона чаши.
Внутреннюю поверхность борта и днища чаши очищают от налипшего материала механизмом очистки, состоящим из бокового и шести регулируемых радиальных ножей.
Увлажнение поступающей в чашу шихты производят форсунками с индивидуальными трубопроводами, выполненными в виде гибких шлангов с вентилями для регулирования расхода воды.
Из чаши готовые окатыши выгружают на конвейер 12 при помощи лотка 11, прикрепленного к каркасу. Мощность двигателя вращения чаши 95 кВт. Скорость вращения чаши 6 – 9 об/мин. Производительность гранулятора 30-40 т/ч.
Окатыши обжигают на конвейерных обжиговых машинах, в агрегатах решетка – трубчатая печь либо в шахтных печах. Шахтные печи начали получать промышленное применение только в последние годы.
Конвейерная обжиговая машина.
Конвейерная обжиговая машина по своему устройству подобна агломерационной машине, но в отличии от нее имеет более низкий вакуум под решеткой ввиду высокой газопроницаемости слоя окатышей и разделенную по длине на технологические зоны ленту; первое отличие машины позволяет вместо эксгаустеров использовать высокотемпературные вентиляторы.
Ввиду более высокого нагрева колосниковой решетки тележек она разделена по высоте на две части: подколосниковые балки и колосники.
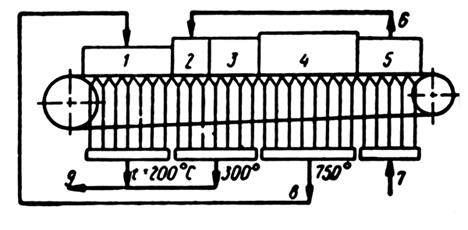
РИС. 4. Технологическая схема процесса обжига окатышей на конвейерной обжиговой машине: