Курсовая работа: Технология изготовления втулки 2
- δ 5 = 10%
- α n = 6 Дж / м2
Высокая обработка резанием, удовлетворительная свариваемость и удовлетворительная пластичность при холодной обработке давлением.
Обычно сталь 40Х применяют для изготовления деталей, работающих на средних скоростях при средних давлениях (зубчатые колёса, шпиндели, валы в подшипниках качения).
Исходные данные:
- N п = 100000 штук
- Коэффициент сложности K СЛ = 0,8
- Коэффициент аналога K А = 0,6
- Коэффициент роста производительности труда K Р.ПР.ТР. = 3%
Определение способов обработки
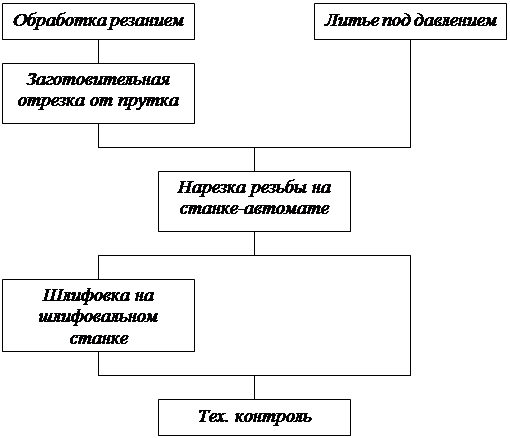
При проектировании технологического процесса изготовления детали «Втулка» рассмотрим два различных технологических процесса:
I. процесс изготовления детали резанием (на станках токарной группы)
II. процесс изготовления детали литьём в металлические формы
| Обработка резанием | Литье под давлением |
|
Обработка резанием — процессы механического срезания поверхностных слоев материала в виде стружки лезвийными или абразивными инструментами на металлорежущих станках с целью получения деталей с заданными формой, размерами и качеством поверхностей. Основные виды процессов обработки резанием: точение, растачивание, фрезерование, строгание, сверление, зенкерование, развертывание, протягивание, шлифование, полирование, суперфиниш, доводка. Разрабатываемая деталь выполняется с помощью токарной обработки. Процессы обработки резанием имеют свои уникальные технологические возможности: малую энергоемкость и большую объемную производительность; относительная простота и универсальность формы режущих инструментов, обеспечивающих получение простейших и сложных поверхностей. Для обработки деталей РЭА резанием применяют металлорежущие станки всех основных групп. При массовом и крупно-серийном типах производств широко используют станки-автоматы. |
Технологический процесс формообразования литьем под давлением выполняют на специальных литейных машинах. Основные преимущества процесса литья под давлением: высокая производительность, высокая точность размеров отливок, возможность получать тонкостенные детали сложной формы, низкая трудоемкость, рациональное использование исходного материала, высокая чистота поверхностей отливки (5-8 класс). К наиболее существенным недостаткам литья под давлением относятся: пористость массы заготовки (из-за высоких скоростей движения жидкого материала при заполнении формы и быстрого остывания металла в форме), высокая стоимость пресс-форм. |
Определение годовой производственной программы
За один календарный год необходимо изготовить 100000 деталей «Втулка», но при производстве всегда присутствует брак, поэтому количество деталей, которые необходимо изготовить, будет больше. Это называется годовым выпуском, который определяется по формуле:
![]() , где
, где
- β – процент брака на данную обработку
- t – время до запуска в производство
- N п – партия, годовая производительная программа
В нашем случае:
- β = 5%
- N п = 100000 штук
- t = 1 год