Курсовая работа: Выбор агрегата и оборудования основных технологических линий обжимного стана
«Воротами» обжимных станов является отделение нагревательных колодцев, в котором слитки, поступающие из стрипперного отделения сталеплавильного цеха, подогреваются перед прокаткой. Для этой цели применяют нагревательные устройства в виде колодцев (камер), в которые слитки колодцевым краном клещевого типа загружают в вертикальном положении, благодаря чему достигают равномерного нагрева металла и обеспечивают возможность выгрузки слитков из колодцев тем же колодцевым краном.
Обычно два колодца расположены по одной, оси поперек здания цеха и образуют одну группу. Применяют также и одинарные "колодцы больших размеров и группы колодцев по четыре камеры в каждой.
В обжимных цехах применяют рекуперативные колодцы (садкой 100—200 т) с нижним или верхним подогревом, отапливаемые смешанным газом (доменным с коксовым) с теплотой сгорания 5900-8380 кДж. Для экономии топлива необходимо в колодцы загружать слитки с температурой 800—900 °С. Для дополнительного подогрева их до температуры 1260—1360 °С и выдержки (томления) при этой температуре потребуется 2,5—3,5 ч. Если же в колодцы загружать холодные слитки (с температурой 200—300 °С), то для нагрева их потребуется время в 2—2,5 раза больше.
Удельная производительность колодца при нагреве слитков из среднеуглеродистой стали (по практическим данным) составляет 15—18 т/ч для горячих и 8—10 т/ч для холодных слитков.
Нагревательные колодцы сверху герметически (через песочные затворы) закрывают крышками, представляющими собой свод из огнеупорного кирпича, набранного в металлическом каркасе.
Для посадки слитка в колодец и выемки его из колодца необходимо приподнять крышку и отвести ее в сторону. Эти операции выполняют напольными кранами двух типов: передвигающимися либо вдоль фронта колодцев, либо поперек него.
Снятие горячих слитков с железнодорожных платформ, поданных из стрипперного отделения, посадку их в нагревательные колодцы, выемку из колодцев и посадку в слитковоз выполняют специальные мостовые (клещевые) краны грузоподъемностью до 50 тонн. Современными обжимными станами являются слябинги, блюминги и блюминги-слябинги с горизонтальными прокатными валками диаметром 1150—1500 мм Производительностью до 3—6 млн. т в год. На этих одноклетьевых реверсивных станах скорость прокатки достигает 5—6 м/с, а масса прокатываемых слитков 10— 22 т у блюмингов и 40—45 т у слябингов и блюмингов-слябингов.
Схемы расположения оборудования слябингов и блюмингов в основном идентичны; только у слябингов вместо рабочей двухвалковой клети (как у блюминга) устанавливают универсальную рабочую двухвалковую клеть, а конструкции оборудования отличаются главным образом своими размерами и техническими характеристиками.
Слябинги применяют только для прокатки слябов, поэтому горизонтальные валки рабочей клети выполняют гладкими (цилиндрическими). Для получения широких слябов правильного прямоугольного сечения с ровными боковыми гранями в рабочей клети слябинга, кроме горизонтальных валков, предусмотрены еще вертикальные валки (расположенные перед или за горизонтальными), поэтому такую клеть называют универсальной.
2 Основные технологические линии обжимного цеха
Технологический процесс прокатки на слябинге 1150, приведенного на рисунке 1, и характеристика оборудования изложены ниже.
Слитки загружают колодцевыми кранами в колодцы для нагрева до температуры 1250—1280 °С и затем с помощью тех же колодцевых кранов слитки вынимают из колодцев и загружают на один из слитковозов, который по челночному пути транспортирует горячий слиток к приемному рольгангу стана. После остановки слитковоза у приемного рольганга слиток в горизонтальном положении сталкивают на рольганг.
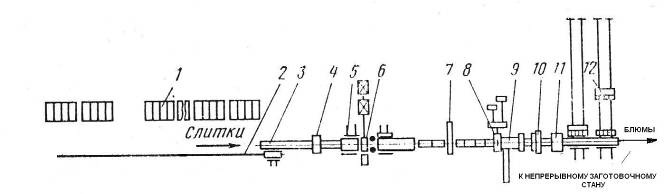 Рисунок 1 – Схема расположения оборудования слябинга 1150
Рисунок 1 – Схема расположения оборудования слябинга 1150
1- нагревательные колодцы; 2- челночная слиткоподача; 3- приемный рольганг; 4- весы для слитков; 5- манипулятор с кантователем; 6– рабочая клеть блюминга 1150; 7- сталкиватель обрезков; 8- ножницы усилием резания 16 т; 9- конвейер для уборки обрезков; 10- клеймовочная машина; 11- весы для блюмов; 12-устройство для уборки блюмов.
С приемного рольганга слиток передают на весовой рольганг, где металл взвешивают и при необходимости поворачивают на 180° (для задачи слитка в валки клети узким концом) в горизонтальной плоскости. Механизм взвешивания и поворота слитка расположен над рольгангом.
По рольгангу слиток поступает к рабочей клети в положении «на ребро» для получения при прокатке в горизонтальных валках необходимой ширины сляба и удаления окалины с широких граней слитка. Затем слиток кантуют на 90° и ведут прокатку при заданном режиме температуры (в интервале 1250—1000 °С), об-. жатий ( 70 мм за пропуск) и средней скорости (от 3,6 до 7,2 м/с)..
Прокатка ведется по одному слитку, ритм прокатки при этом составляет 50-60с.
Рабочая клеть имеет горизонтальные валки диаметром 1150 мм и длиной бочки 2800 мм; каждый валок приводится во вращение от индивидуального электродвигателя постоянного тока мощностью 2x5000 кВт с частотой вращения 0- 60- 120 об/мин; раствор валков до 1520 мм.
Манипулятор снабжен четырьмя линейками из стального литья, расположенными перед рабочей клетью и за ней. Длина линеек манипулятора 5060 мм, максимальный раствор линеек 2450 мм, скорость перемещения 0,975 м/с.
Привод манипулятора от двух 100 кВт электродвигателей типа МП-80 (475 об/мин ) Кантователь трехкрюковый с ходом (подъемом) крюков 700 мм при частоте 23,6 ходов в минуту, цикл кантовки 2,6 с, расстояние от оси валков до первого крюка 2265 мм. Привод от 58 кВт электродвигателя типа КПД-58,5 (650 об/мин).
Каждая из четырех линеек имеет две штанги, которые опираются со стороны рольганга на опорные ролики, а с другой стороны — на бандажи шестерен привода. Синхронизация линеек перед и за клетью механическая, посредством промежуточного вала с зубчатыми муфтами.
Кантователь установлен только за вертикальной клетью и предназначен для кантовки слитка на 90° вокруг его продольной оси с помощью четырех крюков, вмонтированных в линейку манипулятора.
Прокатанный металл в потоке стана на машине огневой зачистки подвергают сплошной или выборочной зачистке. Устойчивая работа машины достигается при температуре металла ≥1050 "С, давление кислорода 0,42 - 0,45 МПа, газа 0,06 -0,1 МПа. Скорость зачистки, м/с: 0,3; 0,4 0,5 и 0,6. На машине можно зачищать: блюмы сечением 250 х 250 - 300 х 300 мм, слябы сечением (100 ÷ 250) х (600 ÷ 1050) мм. Глубина снимаемого слоя 1 - 3 мм. Расход кислорода 3,5 - 6,5 м3 /т, газа 0,4 - 0,5 м3 /т, воды на гидросбив и грануляцию шлака 500 м3 /ч.
Раскат по рольгангу поступает к ножницам безупорной резки, на которых обрезают концы раскатов, а также осуществляют резку раската на мерные слябы. Ножницы эксцентрикового типа с параллельными ножами и с нижним резом усилием 16 МН имеют длину ножей 2100 мм, ход ножей 4500 мм; максимальное число резов в минуту 4-12. Привод ножниц- безредукторный, от одного электродвигателя мощностью 3400 кВт. Ножницы оборудованы сталкивателем обрезков; отодвигающимся рольгангом; скребковым наклонным конвейером для уборки обрезков; передвижным упором, установленным за ножницами и предназначенным для остановки раската, при порезке его на мерные длины (2500-10 500 мм).
За ножницами слябы клеймят в его переднюю торцовую грань как с остановкой, так и без остановки сляба. Устройство состоит из двух клеймителей, расположенных на общей площадке, над рольгангом. Число клеймений 10 в минуту; Смена клейм ручная.
После клеймения готовые блюмы передают по рольгангу к уборочным устройствам, где слябы сталкивателем с рольганга сталкивают на штабелирующий стол для укладки слябов в пакет, либо к загрузочному устройству нагревательных печей непрерывного заготовочного стана горячей прокатки.
На блюминге предусмотрены средства для уборки скрапа и окалины. Стан оборудован также системами смазки и охлаждения механизмов и машин, гидро- и пневмоустройствами, электроприводами и системами комплексной автоматизации по отдельным участкам.
Блюминги применяют для прокатки блюмов и частично слябов ( до 20-30 % от всего сортамента), поэтому горизонтальные валки рабочей клети выполняют калиброванными с несколькими калибрами, из которых один ( широкий калибр) для прокатки слябов располагают посредине бочки валков.
Техническая характеристика блюминга 1150: