Отчет по практике: Анализ производства на Новолипецком металлургическом комбинате
6. Чистовая группа клетей;
7. Отводящий рольганг с системой охлаждения полосы;
8. Моталка универсальная.
| Исходная заготовка: | |
| - толщина, мм | 250 |
| - ширина, мм | 1350 - 2400 |
| Масса, т | 50 |
| Размеры горячекатаных полос в рулонах: | |
| - толщина, мм | 2 - 25 |
| - ширина, мм | 1200 - 2250 |
| Производительность стана, млн. т/год | 5 |
Все больший интерес у потребителей вновь проявляется к более экономичным и менее капиталоемким станам малой производительности, к которым можно отнести, в частности, станы с моталками в печах (станы Стеккеля). НЛМК построил три подобных стана.
В своей концепции создания станов Стеккеля нового поколения мы придерживаемся традиционного состава оборудования с реверсивной черновой клетью, гарантируя при этом высокое качество прокатываемой полосы.
Более 10 полосовых станов горячей прокатки НЛМК спроектировал и поставил для предприятий алюминиевой промышленности. Наиболее уникальным из них является полунепрерывный стан 2000 горячей прокатки рулонов и плит из алюминия и его сплавов для Новолипецкого завода производительностью 1 млн. т/год.
Большая обжимная способность, высокая степень автоматизации, современные технология и оборудование позволяют получить на стане продукцию широкого сортамента с необходимым уровнем качества поверхности, механических свойств и допусков на геометрические размеры.
СХЕМА ПОЛУНЕПРЕРЫВНОГО ШИРОКОПОЛОСНОГО СТАНА 2000
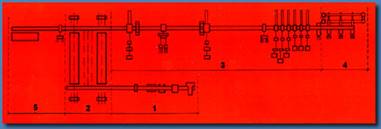
1. Участок подготовки слитков к нагреву;
2. Печной район;
3. Линия стана;
4. Уборочная группа;
5. Участок резки плит.
| Исходная заготовка: | |
| - толщина, мм | 290 - 700 |
| - ширина, мм | 1000 - 2200 |
| Масса, т | до 22 |
| Толщина горячекатаных полос, мм | 2 - 16 |
| Размеры плит: | |
| - толщина, мм | 10 - 90 |
| - ширина, мм | 1000 - 2700 |
| - длина, мм | 4000 - 30000 |
| Скорость прокатки, м/с | до 10 |
| Производительность, млн. т/год | до 1 |
Для реализации небольших объемов производства проката из алюминия и его сплавов предлагается одноклетевой реверсивный стан с моталками перед и за клетью.
Прогрессивность такой схемы стана заключается прежде всего в разделении функций черновой и чистовой прокатки, позволяющих получить более точную и качественную полосу благодаря стабилизации температурных режимов и прокатки в последних пропусках с натяжением.
ОБОРУДОВАНИЕ УЧАСТКА РЕВЕРСИВНОЙ КЛЕТИ
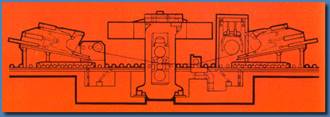
1. Оборудование района методических печей с камерой гидросбива;
2. Черновая клеть-кварто;
3. Чистовая клеть-кварто;
4. Листоправильная машина;
5. Холодильник;
6. Ножницы поперечной резки;
7. Кромкообрезные ножницы;
8. Инспекторский стеллаж;
9. Листоукладчик.
| Исходная заготовка: | |
| - толщина, мм | 300 - 400 |
| - ширина, мм | до 1800 |
| Масса, т | до 10 |
| Готовая продукция - полосы в рулонах: | |
| - толщина, мм | 4 - 12 |
| - ширина, мм | 1000 - 1800 |
| Масса рулона, т | до 10 |
| Листы и плиты: | |
| - толщина, мм | 10 - 50 |
| - длина, мм | 2,5 - 10 |
| Производительность, тыс. т/год | 150 |
Для удовлетворения нужд машиностроения, авиации и судостроения, производства газопроводных труб большого диаметра НЛМК проектирует и изготавливает толстолистовые станы для прокатки листов и плит шириной до 5000 мм из углеродистых, низколегированных, высокопрочных и нержавеющих марок сталей, а также из алюминия и его сплавов.
Для толстолистовых станов конструкции НЛМК характерны:
- использование контролируемых термодеформационных режимов прокатки;
- прокатка труднодеформируемых марок сталей с повторным нагревом;
- уменьшение отходов на концевую и боковую обрезь;