Отчет по практике: Организация работы слесаря по работе с металлом
8. По окончании работ каждый учащийся должен тщательно убрать и очистить свои рабочие места, положить на место инструменты и детали. Неисправный инструмент нельзя хранить на рабочих местах, его нужно сдать в кладовую, сообщив об этом преподавателю.
2. Организация рабочего места
слесарь металл инструмент
Рабочее место – это часть площади мастерской, отведенная для выполнения тех или иных производственных заданий. На рабочем месте располагается все необходимое для проведения работы: оборудование, инструмент, материал или заготовки и потребный инвентарь.
Качественное выполнение слесарных работ обеспечивается не только умением самого слесаря, или учащегося школе, но и правильной организацией рабочих мест, комплектным и правильным подбором оборудования, верстаков, тисков, инструмента, хорошим освещением, вентиляцией и т. Д.
Только при обеспечении этих условий можно ожидать от работающих хорошего выполнения работ.
Основным оборудованием рабочих мест слесарей являются слесарные верстаки.
Слесарный верстак представляет собой прочный устойчивый стол, состоящий из массивной деревянной крышки, толщиной 50 – 60 мм, называемой столешницей, которая прочно укрепляется на стальных или чугунных ножках. Под крышкой верстака располагаются выдвижные ящики для хранения инструментов, документации, а иногда заготовок или готовых изделий. Деревянная крышка верстака обычно покрывается сверху мягкой листовой сталью, алюминием, линолеумом или фанерой; листы окрашиваются масляной краской. Это покрытие облегчает уборку с верстака грязи и металлических опилок.
К крышке верстака прикрепляются слесарные тиски.
В зависимости от количества установленных тисков верстаки бывают одноместными или многоместными.
Размеры одноместного верстака: длина 1000 – 1500 мм, высота 750 – 900 мм, ширина 700 – 850 мм. Расстояние между тисками многоместного верстака 1000 – 1200 мм.
К рабочему месту предъявляются следующие требования:
1. На рабочем месте должно находиться только то, что требуется для выполнения данного задания.
2. Инструменты, детали и документация должны быть расположены на расстоянии вытянутой руки; при этом предметы, которыми рабочий пользуется более часто, располагают ближе, а предметы, которыми он пользуется реже,- дальше.
3. Все, что берется левой рукой, должно быть расположено слева, а все, что берется правой,- справа. Все, что берется обеими руками, должно находиться впереди.
При проведении практических работ в учебных мастерских с учащимися следует обязательно подбирать высоту верстаков в соответствии с ростом работающих. Несоблюдение этого правила ведет к резкому повышению утомляемости работающих, а часто и к снижению точности работ.
В производстве применяются обычно простые, чисто практические приемы для определения правильности установки верстаков в зависимости от роста работающих, описанные ниже.
Нормальная высота уровня губок тисков, закрепленных на слесарных верстаках, проверяется в зависимости от роста работающих следующим образом: при правильной установке на верстаке параллельных тисков работающий становится перед ними не сгибаясь, ставит сверху на губки тисков локоть согнутой и прижатой к груди руки; при этом вытянутые пальцы рук должны коснуться подбородка.
Приспособление верстаков по росту может быть произведено двумя различными способами: путем изменения высоты самого верстака и путем установки подставок под ноги работающих.
3. Слесарный и мерительный инструмент
К слесарным инструментам относятся: молоток, зубило, напильник, кернер и т.д.

Молоток - инструмент, предназначенный для обработки металлов методом искривления от ударов, вбивания гвоздей, сплющивания мелких деталей и прочего.
Молотки изготавливают из углеродистой стали У7, У8 – 0.7%, 0.8%
Твёрдость молотков HRC 40-45.
Рабочие части молотка: баёк, пятка, ручка.
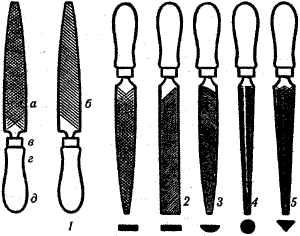
1 – плоский остроконечный (а – двойная насечка; б – одинарная насечка; в – кольцо; г – хвостовик; д – ручка); 2 – плоский тупоносый; 3 – полукруглый; 4 – круглый; 5 – трехгранный
Напильник – режущий инструмент для обработки материалов методом послойного срезания (опиливания). Представляет собой стальную полосу (полотно), на рабочих поверхностях которой создана “насечка” — режущие элементы (острые зубья). На конусообразном хвостовике напильника закреплена ручка.
Длина напильника — его рабочая часть без учета хвостовика. Размерный ряд в (мм): 100, 125, 150, 200, 250, 300, 350, 400.
В зависимости от типа насечки напильники предназначаются для разных работ:
Одинарная насечка — наносится под углом 70° к продольной оси напильника, иногда — под 45°. Она снимает широкую стружку с обрабатываемого материала и предназначена для получения поверхности с небольшой шероховатостью.
Двойная(перекрестная) насечка — представляет собой комбинацию одинарной насечки и менее глубокой вспомогательной, сделанной под углом к одинарной. Точки пересечений этих насечек разламывают образующуюся стружку в процессе опиливания. Такая насечка основная для слесарных напильников;
Двойная (“oberg”) насечка — с более редкой (в 2—3 раза) вспомогательной насечкой. Занимает промежуточное положение между одинарной и двойной насечками по эффективности и чистоте обработки поверхности.