Реферат: Экструдеры для переработки полимеров
Рис 4. Фланцевое крепление обычными болтами
1- фланец корпуса экструдера, 2 – фланец головки, 3 – болт, 4 – решетка фильтра, 5 – опорное кольцо, 6 – червяк, 7 – втулка крепления фильтра
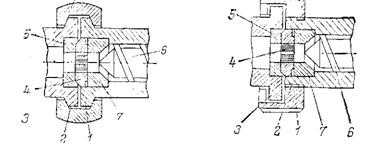
Рис 5. Крепление стяжными хомутами
1-нижняя половина хомута, 8-верхняя половина хомута. (остальные обозначения см на рис.4)
Корпус экструдера может соединяться с головкой при помощи одного из следующих четырех типов соединений: 1) фланцевое крепление обычными болтами (рис.4); 2) фланцевое крепление откидными шарнирными болтами (рис.5); 3) быстродействующий затвор, состоящий из двух стяжных клиновых хомутов (рис. 5); 4) быстродействующий байонетный затвор, состоящий из установленной на корпусе байонетной гайки и неподвижного упорного фланца.
Преимущество быстродействующих затворов состоит в том, что для их отпирания или запирания достаточно освободить или затянуть только один конструктивный элемент. На больших экструдерах (с диаметром червяка более 250 мм) для стяжных клиновых хомутов вместо винтового механизма применяют гидравлический или пневматический цилиндр.
Обогрев корпуса осуществляется нагревателями сопротивления. Иногда для этой цели применяют индукционные нагреватели, паровой или масляный обогрев.
Для отвода избыточного тепла, выделяющегося из-за вязкого трения в зонах плавления и дозирования, а также для обеспечения нужного температурного режима в зоне питания служит система охлаждения. Чаще всего корпус экструдера охлаждают при помощи систем воздушного охлаждения, обеспечивающих плавное снижение температуры со скоростью около 2,5 град/мин. Для этого на экструдере устанавливают систему воздушногоохлаждения, состоящую из одного или нескольких вентиляторов, системы воздухопроводов и заслонок, управляющих подачей охлаждающего воздуха.
Для поддержания заданного температурного режима служит система тепловой автоматики, включающая в себя комплект термопар и комплект регулирующих приборов, собранных в общий пульт тепловой автоматики. Обычно регулирование температуры тепловой зоны ведут по показаниям термопары, установленной в середине зоны, причем отверстие, в которое вставляется термопара, высверливается до половины толщины стенки корпуса. Такое расположение термопары имеет два недостатка: 1) значительное отклонение замеряемой температуры от фактической, так как спай термопары регистрирует некоторую промежуточную температуру между температурой поверхности нагревателя и температурой внутренней поверхности корпуса; 2) большое время запаздывания и значительные колебания температуры, так как утопленная термопара не сразу реагирует на изменение температуры расплава или нагревателя.
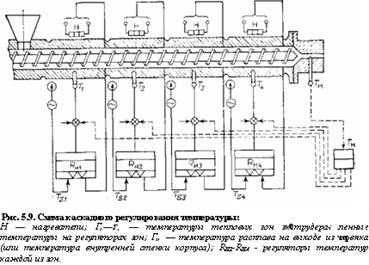
Более точное поддержание температуры обеспечивает применение систем каскадного регулирования температуры (рис. 6), в которых используются две термопары. Одна из термопар (регулирующая) располагается непосредственно у поверхности нагревателя и сразу же реагирует на изменение теплового потока, спай второй погружается в расплав или устанавливается на очень небольшом расстоянии от внутренней стенки корпуса. Сигнал с этой термопары Ты подается на вход главного пропорционально-интегрального регулятора Rc , который сравнивает его с установленной величиной Т8 и корректирует установку исполнительных регуляторов RH i—Rh4 , соединенных с регулирующими термопарами TSI , управляющими включением и выключением нагревателей Н. Такая система регулирования обеспечивает автоматическую корректировку температуры поверхности корпуса, которая изменяется до тех пор, пока температура расплава (или внутренней поверхности корпуса) не достигнет заданного значения.
2.3 Фильтр для расплава
Для предотвращения попадания в формующий инструмент частиц непроплавленного полимера на выходе из экструдера устанавливается пакет фильтрующих сеток. Обычно пакет набирается из трех-четырех сеток с отверстиями различной величины. При этом в основание пакета укладывается опорная сетка с самыми крупными ячейками. Затем устанавливаются одна или две промежуточные поддерживающие сетки, на которые накладывается последняя фильтрующая сетка с самыми мелкими ячейками. Собранный таким образом пакет устанавливается на решетку и вставляется в корпус экструдера между червяком и головкой. При установке пакета необходимо следить за тем, чтобы мелкая фильтрующая сетка была расположена с внешней стороны пакета. В противном случае давление расплава прорвет сетку и выдавит ее в отверстия решетки.
Такие фильтры рассчитаны на задержание частиц с линейным размером не менее 200 мкм.
В экструдерах, применяемых для изготовления сверхтонких конденсаторных или магнитофонных пленок, устанавливаются специальные фильтры, обеспечивающие улавливание посторонних включений размером до 16 мкм. Обычно такие фильтры состоят из двухпозиционной кассеты, в каждое из гнезд которой вставляется по фильтрующему элементу. Замена фильтра производится без остановки экструдера, простым передвижением кассеты с помощью гидравлического или пневматического сервопривода. Сигналом, указывающим на необходимость замены фильтра, является повышение давления в расплаве перед фильтром. Еще более тонкой очистки удается добиться, применяя фильтрующие элементы, в которых в качестве наполнителя используют кварцевый песок. В таких фильтрах задерживаются частицы размером г=5 мкм.
Конструкция фильтров, предназначенных для очистки расплава, должна удовлетворять следующим требованиям: а) обеспечивать замену фильтрующих сеток при минимальной продолжительности остановок (или без них) технологического процесса;
б)должна быть герметичной, не допускать утечек расплава как мимо фильтрующих сеток, так и в окружающую среду;
в)гидравлическое сопротивление фильтра должно быть мини- мальным; г) в процессе фильтрации в фильтре не должно воз- никать застойных зон; д) распределение температуры в расплаве при прохождении через фильтр должно оставаться неизменным.

Конструкции фильтров классифицируют по характеру фильтрующих элементов (шиберного, кассетного и пробкового типа) и по числу фильтрующих элементов (одно- и двухкамерные).
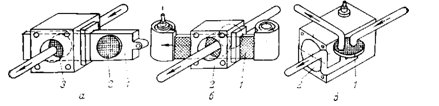
Схема однокамерного фильтра шиберного типа приведена на рис. 5.10. Основным рабочим органом такого фильтра является шибер 1, который перемещается с помощью механического привода, поочередно вводя в корпус экструдера фильтрующие сетки 2 и 3. В фильтре с рулонной самоперемещающейся сеткой, сетка / протягивается через щель в корпус 2 потоком утечек, расход которого определяется величиной зазора между корпусом и сеткой со стороны выхода сетки. В самоочищающемся фильтре (в) засоренная сетка очищается обратным потоком расплава. Для этого диск 1 поворачивается таким образом, чтобы установленный в нем пакет сеток совместился с отверстием, соединяющим камеру фильтрации 2 с атмосферой. Проходящий через пакет сеток в обратном направлении поток расплава промывает фильтр от находящихся на сетке включений.
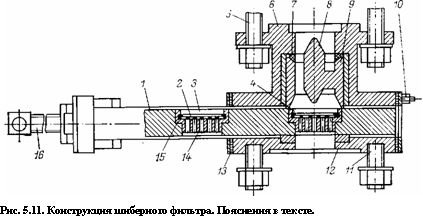
Типичная конструкция шиберного фильтра приведена на рис. 5.11. Фильтр состоит из корпуса 6, внутри которого neper двигается плоская плита 1 с гнездами 3 и 4 для фильтрующих сеток. Пакеты сеток 2 установлены на решетках 14 и зафиксированы стопорными кольцами 15. Винт 16 служит для продольного перемещения плиты 1. Уплотнение достигается за счет прижатия втулки 9 к торцевой поверхности плиты 1 и растяжения давлением расплава фторопластового кольца 7. Для увеличения усилия, с которым втулка 9 прижимается к плите, на втулке укреплена обтекаемая торпеда 8. Обогрев корпуса 6 и ограничительной плиты 12 осуществляется электронагревателем 13 с регулирующей термопарой 10. Крепление фильтра к корпусу экструдера и адаптеру головки осуществляется болтами 5п11 [1].
Большей универсальностью обладают кассетные фильтры (рис. 10) с цилиндрической фильтрующей сеткой, имеющей гладкую или гофрированную поверхность (с продольными или поперечными гофрами). Фильтрующий элемент 8 состоит из трех концентрических перфорированных цилиндров 3, 4 и 5 с закрепленными на их поверхности фильтрующими сетками и устанавливается непосредственно в корпусе 2 адаптера формующей головки. Расплав из экструдера попадает в каналы фильтрующего элемента 8, а затем проходит через отверстия 1 в цилиндрах и ячейки фильтрующих сеток и попадает в формующую головку. Обогрев корпуса фильтра осуществляется нагревателем 7 с регулирующей термопарой 6. Благодаря большой фильтрующей поверхности срок непрерывной работы такого фильтра может достигать одного месяца.
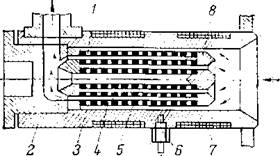
Рис. 10 . Кассетный фильтр
В настоящее время в оборудовании для переработки полимеров наиболее широко используют фильтры шиберного типа (с ручным или гидравлическим приводом шибера) и фильтры кассетного типа с фильтрующей сеткой цилиндрической формы.