Реферат: Электрохимическая размерная обработка
В 1948г. была создана электрохимическая установка для изготовления отверстий в броневой стали. Тогда же были проведены первые опыты по обработке турбинных лопаток. Значительные успехи в развитии теории и совершенствовании технологии были достигнуты благодаря работам Ю.Н. Петрова, И.И.Мороза, Л.Б. Дмитриева и др.
2 МЕТОДЫ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ
2 .1 Обработка с неподвижными электродами
По этой схеме получают местные облегчения в деталях, отверстия в листовых материалах, наносят информацию (порядковые номера, шифры изделий и др.), удаляют заусенцы. [Схема обработки с неподвижными электродами показана на рисунке 1]
Требуемая форма углубления или отверстия получается за счет нанесения на заготовку 2 слоя диэлектрика 3. Электрод-инструмент 1 не перемещается к обрабатываемой поверхности – межэлектродный зазор по мере съема металла с заготовкой 2 возрастает, а скорость ![]() прокачки электролита снижается. Процесс будет неустановившимся с нестационарным по времени режимов обработки.
прокачки электролита снижается. Процесс будет неустановившимся с нестационарным по времени режимов обработки.
Схема обработки с неподвижными электродами:
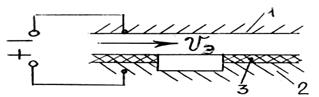
Рисунок 1
1 – электрод — инструмент;
2 – заготовка;
3 – диэлектрик.
2. 2 Прошивание полостей и отверстий
При такой схеме электрод-инструмент 1 имеет одно рабочее движение — поступательное движение со скоростью ![]() к детали 2. Межэлектродный зазор S — постоянный, т.е. режим стационарный. Электролит прокачивается со скоростью
к детали 2. Межэлектродный зазор S — постоянный, т.е. режим стационарный. Электролит прокачивается со скоростью ![]() .
.
По этой схеме изготовляют рабочие полости ковочных штампов, пресс — форм, прошивают отверстия, пазы, перья лопаток турбин, вырезают заготовки различного профиля. [Схема прошивания полости показана на рисунке 2]
Схема прошивания:

Рисунок 2
1 – электрод-инструмент;
2 – заготовка.
2 .2.1 Получение отверстий струйным методом
Электрод-инструмент состоит из токопровода 1, омываемого потоком электролита. Токопровод находится внутри корпуса 3 из диэлектрика. Электролит создает токопроводящий канал между токопроводом 1 и заготовкой 2.[Схема прошивания струйным методом показана на рис ] В месте контакта жидкости с обрабатываемой поверхностью материал заготовки растворяется и образуется углубление. Процесс идет достаточно быстро только при высоких напряжениях (до нескольких сотен вольт). Так получают отверстия диаметром 1,5…2,0 мм и вырезают контуры деталей сложной формы.
Схема прошивания струйным методом:

Рисунок 2.1
1 - электрод-инструмент (токопровод);
2 – заготовка;
3 – диэлектрический корпус.
1.3 Точение наружных и внутренних поверхностей.
По такой схеме электрод-инструмент 1 исполняет роль резца, без контакта. В зазор S прокачивается электролит со скоростью ![]() . [Схема обработки наружной поверхности показана на рис 3]
. [Схема обработки наружной поверхности показана на рис 3]

Рисунок 3 Схема точения наружных поверхностей
1 – электрод-инструмент;
2 – заготовка.
При точении внутренней поверхности электрод-инструмент 1 перемещается вдоль заготовки 2 со скоростью ![]() . Межэлектродный зазор S может поддерживаться диэлектрическими прокладками 3. [Схема показана на рис3.1 на странице 6]
. Межэлектродный зазор S может поддерживаться диэлектрическими прокладками 3. [Схема показана на рис3.1 на странице 6]
Схема точения внутренних поверхностей:

Рисунок 3.1
1 – электрод — инструмент;
2 – заготовка;
3 – прокладки диэлектрические.
2 .4 Протягивание наружных и внутренних поверхностей в заготовках
Заготовки должны иметь предварительно обработанные поверхности, по которым можно базировать электрод-инструмент. Его устанавливают относительно заготовки с помощью диэлектрических прокладок. Электрод-инструмент продольно перемещается (иногда вращается). По такой схеме выполняют чистовую обработку цилиндрических отверстий, нарезание резьбы, шлицев, винтовых канавок.
2 .5 Разрезание заготовок
При разрезании заготовок используется профилированный инструмент (вращающийся диск) или непрофилированный - проволока. [Схема разрезания профилированным инструментом показана на рисунке 4]При этой схеме зазор между инструментом-электродом и заготовкой должен быть постоянным.
Для выполнения в заготовках различных фигурных пазов, щелей особенно в нежестких материалах применяется непрофилированный инструмент-электрод в виде проволоки из латуни, меди или вольфрама. [Схема разрезания непрофилированным инструментом показана на рисунке 4.1 на странице 7]