Реферат: История технологии художественных отливок. Литье пушек
Размеры «Царь-пушки» А. Чохова-этого великолепного образца литейного искусства — впечатляют и в наши дни: длина мортиры 5,34 м, диаметр ствола 120 см, диаметр по поясу более 134 см, масса орудия 39,3 т, масса каменного ядра 52 пуда (352 кг).
Нельзя сказать, что конструкция «Царь-пушки» была технологичной, учитывая используемые приемы литья. Традиционная форма мортир, в том числе изготовленных А. Чеховым (рис. 7, а), характеризуется ступенчатым внешним контуром, повторяющим внутреннюю форму ствола. Это позволяет уменьшить разность толщин стенок ствола и казенной части.
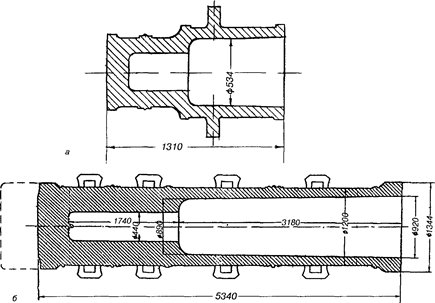
Рис.7. Конструкция стволов древних мортир А Чохова: а — Мортира «Самозванец», 1605 г.; б — «Царь-пушка», 1585 г .
По-видимому, впервые нарушил эту традицию К. Ганусов (1554 г.) при отливке мортиры крупного калибра, известной нам как «Кашпирова пушка». Стремясь сделать казенную часть ее более прочной, чтобы толстые стенки камеры могли противостоять давлению газов при выстреливании 20-пудовым ядром, он выполнил ствол пушки с постоянным наружным диаметром. Такая же конструкция и у «Царь-пушки» (рис. 7, б). Средняя толщина стенки ее ствола в дульной части — около 15 см, пороховой камеры — 38 см, задняя стенка имеет толщину 42 см. При такой разнице толщин стенок и принятом положении формы при заливке (казенной частью вниз) имеется большая вероятность появления внутренних дефектов усадочного происхождения в массивных частях отливки. Во избежание этого следует перевернуть форму казенной частью вверх и на дно пушки поставить прибыль для ликвидации возможных усадочных дефектов в задней стенке и стенках казенной части. Однако при этом возникают дополнительные трудности при формовке и сборке такой крупной формы. Ухудшаются условия удаления газов из стержня во время заливки формы и затвердевания отливки. Кроме того, в то время вряд ли можно было отрезать от пушки прибыль диаметром почти 1,5 м.
Тем не менее, все обошлось благополучно. Во всяком случае крупных дефектов, выходящих наружу, которые могли бы существенно снизить прочность металла пушки не обнаружено. Положительную роль, видимо, сыграли и относительно тонкие ручки (скобы) на казенной части, выполнившие функцию холодильников.
Гигантская пушка создавалась не для бутафории, поэтому ее установили без лафета на Красной площади, близ Москворецкой переправы, рядом с мортирой «Павлин» С. Петрова, которая находилась там уже 30 лет. С Пушечного двора на Красную площадь «Царь-пушку» перевозили на катках из толстых бревен. Волокли ее не менее 200 лошадей. В 1626 г. были построены специальные «раскаты» для этих пушек и с большими трудностями в 1627 г. их переместили к Лобному месту.
В 1701 г. Петр I, создавая новую артиллерию, издал указ, по которому пушку «Павлин» и «Кашпирову пушку» переплавили наряду с другими старыми орудиями. Однако, сознавая историческую ценность «Царь-пушки», он приказал сохранить ее. В 1765 г. «Царь-пушку» перевезли в Кремль и поместили под специально построенным каменным шатром вблизи Воскресенского монастыря. В 1835 г. для «Царь-пушки» по проекту академика Российской Академии художеств А. П. Брюллова в Петербурге на заводе Берда отлили чугунный лафет и установили пушку на лафете у главных ворот московского Арсенала.
В 1843 г. «Царь-пушку» перевезли от главных ворот Арсенала к старому зданию Оружейной палаты (здание было разобрано в 1960 г. в связи со строительством на этом месте Дворца Съездов). Перед пушкой сложили пирамиду из четырех полых (декоративных) чугунных ядер, масса каждого ядра — 1000 кг. По обе стороны от орудия сложили еще две пирамиды из менее крупных ядер (рис. 166). Поставили доску с надписью: «Дробовик Российский лит 1586 г. Вес ядра 120 пуд». Вес ядра ошибочно завышен вдвое, отсюда и возникла широко известная версия о бутафорском назначении пушки, так как при указанном весе снаряда пушку бы разорвало.
В 1960 г. пушку окончательно установили неподалеку от церкви Двенадцати Апостолов, рядом с «Царь-колоколом», где она находится и в настоящее время. Следует отметить, что соседство с гигантским бронзовым колоколом невыигрышно для пушки. По проекту Монферрана, «Царь-пушка» находилась среди других древних пушек кремлевской экспозиции, на фоне которых сильнее ощущалась ее мощь. Остальные пушки сейчас расположены на другом конце площади, у здания Арсенала, куда доступ посетителей Кремля ограничен.
Дальнейшее совершенствование процесса литья пушек было связано с необходимостью повышать их надежность, срок службы, подвижность, увеличивать их количество. Требование снизить массу орудий привело к жесткой стандартизации их размеров, уменьшению, а затем и ликвидации украшений. Последнее также упрощало их производство.
В XVII в. во многих странах начинает распространяться технология отливки орудий и снарядов из чугуна. Этот материал появился в Китае по одним источникам в VI в. до н.э., по другим — на рубеже старой и новой эр. Во всяком случае, уже к 954 г. относится упоминавшаяся гигантская чугунная отливка «Царь-лев» (см. рис. 50). В Европе же появление чугуна относится к XIV в., что послужило основанием ряду исследователей связать изобретение чугуна с Германией XIV в.
На самом деле, это яркий пример разновременного, но практически независимого появления новшества из»за слабого распространения информации.
Как в средневековье стали плавить чугун, точно не известно. По-видимому, это произошло случайно. При увеличении количества дутья в шахтных печах, использовавшихся в это время для получения железной крицы из руды, было замечено, что из домницы вместе со шлаком вытекает непохожее на шлак вещество. Затвердев, оно имело металлический блеск в изломе, было таким же прочным и тяжелым, как железо, но отличалось от него хрупкостью и не могло коваться .Так как его появление при плавке снижало выход готового железа, это вещество считали нежелательным. Не случайно, до сих пор за чугуном в Англии сохранилось старое, весьма нелестное названиеpig iron, т.е. «свинское железо».
Литейщики стали использовать чугун для пушек как материал более прочный, технологичный, а главное, менее дефицитный. Но его применение требовало более совершенной металлургической базы. Поэтому до XVI11 в. в одних странах отливали пушки по-прежнему из бронзы, в других — из чугуна.
Возраставшая потребность в пушках вступает в противоречие с процессом их «медленной формовки». Изготовление для каждой отливки разовой, уничтожаемой глиняной модели было явно нерационально, особенно после стандартизации размеров пушек одинакового калибра. Трудоемким был и процесс получения слоеной формы из глины. По существу, переворот в этой области осуществил известный французский ученый, инженер и политический деятель Гаспар Монж (1746—1818 гг.), автор способа так называемого быстрого литья пушек.
По предложению Г. Монжа постоянная модель пушки разделена на части, которые формуются отдельно (подобно делению статуи на части). На рис. 8.показан продольный разрез формы с неизвлеченными частями модели. Пустотелая латунная или чугунная модель пушки состоит из шести отдельных, плотно пригнанных одна к другой, частей: четырех кольцевых моделей ствола, одного кольца — прибыльной надставки и одной казенной части. Выступы на модели в месте стыков воспроизводят пояски на теле пушки. Каждая из шести частей модели для облегчения сборки и разборки имеет крючки с внутренней стороны. Верхняя часть модели формирует прибыль, которую потом отрезают от тела пушки.
Форма изготавливалась в разборном металлическом жакете (опоке), состоящем из кольцевых частей, соответствующих частям модели и дополнительно разделенных по оси симметрии, т.е. на 6 частей модели приходилось 12 частей жакета. Отдельные части жакета скреплялись при помощи чек и шпилек (клиньев).
Такая конструкция жакета облегчает формовку, а главное — извлечение готовой отливки из формы .
Форму изготавливали в вертикальном положении сначала в нижней части кольцевого жакета формовали нижнюю часть модели Ее предварительно сма- зывали разделительным составом Затем пространство между стенкой модели и жакета заполняли формовочной смесью, состоящей из жирного песка, смешан ного с конским навозом, и уплотняли ее
После чего и модель, и кожух постепенно наращивали Поверхность контакта отдельных частей формы покрывали при этом разделительным со ставом Заформованные части снимали (форму разбирали), извлекали из них модели и сушили части формы отдельно одну от другой После этого внутреннюю поверхность частей формы красили формовочными чернилами и подсуши вали Стержень для оформления внутренней поверхности пушки изготавливали также, как при способе «медленной формовки»
Форму собирали, устанавливали стержень, все части жакета скрепляли Заливку формы проводили в вертикальном положении Позже модернизиро- ванный способ быстрого литья пушек использовали для получения чугунных водопроводных и канализационных труб (до широкого применения для этих це лей центробежного литья).
Следует остановиться на качестве отливаемых пушек. Длинные стержни из глины имели плохую газопроницаемость, поэтому получить отливки без газовых раковин на внутренней поверхности орудии было трудно. Пока требования к качеству не отличались большой строгостью, мелкие дефекты заделывали. Однако когда была установлена связь между наличием газовых раковин в канале и сроком службы пушки, требования к чистоте внутреннего канала ужесточились. В результате стали отбраковывать от 40 до 90% чугунных пушек .Тогда получил распространение «способ Марица» по которому пушку отливали в виде сплошной болванки, а не с готовым каналом Канал затем высверливали, внутренняя его поверхность получалась без дефектов Однако пушки со сверленым каналом имели значительно меньший срок службы чем бездефектные пушки с литым каналом, и производство их обходилось
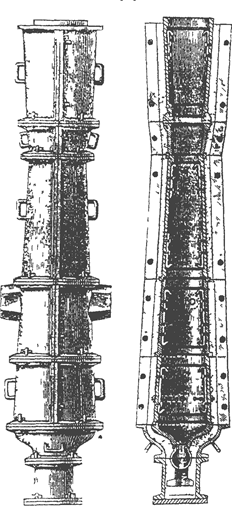
Рис 8. Способ < быстрого литья> пушек. Общий вид и разрез формы .
дороже. Другими словами, поиск более совершенных технологических вариантов изготовления чугунных пушек продолжался.
Одной из наиболее удачных следует считать идею американца Родмана, который предложил использовать металлический водо-охлаждаемый стержень для оформления внутреннего канала пушки. Одновременно в процессе затвердевания и охлаждения пушки наружная поверхность формы, изготовленной в металлических жакетах, подогревалась При этом затвердевание ствола пушки происходило последовательно от внутренних слоев к наружным, т е реализовался принцип направленного затвердевания. Ствол пушки с литым каналом получался плотным, без дефектов. Используя частично эту идею (без обогрева снаружи) в 1869 г на Мотовилихинском заводе в Перми была отлита самая крупная (массой 44,2 т) в мире чугунная пушка калибром 20 дюймов Форму высотой 10665 мм (рис. 9) изготавливали по способу «быстрой формовки» из песчано-глинистой смеси с последующей сушкой Форма состояла из пяти частей, заформованных в металлических жакетах (опоках).
Литая заготовка состояла из трех частей собственно пушки длиной 5480 мм с «хвостом» 229 мм, подприбыльной части высотой 685 мм и прибыли высотой 2957 мм Общая масса пушки превышала 4 тыс. пудов (65,5 т). Чугунный водоохлаждаемый стержень снаружи был облицован асбестовым шнуром, огнеупорной глиной слоем 9,5 мм Металл в полость формы подводили на уровне оси цапф пушки.
Отливка подвергалась существенной механической обработке от нее была отрезана прибыль, обработаны наружная поверхность, цапфы и канал ствола, просверлено отверстие запала. На это ушло 3,5 месяца
«Пороховые испытания» пушки велись чугунными пустотелыми ядрами массой 448 кг Тщательные измерения показали, что после 314 выстрелов увеличение размеров канала ствола не превысило 0,127 мм .Пушка в
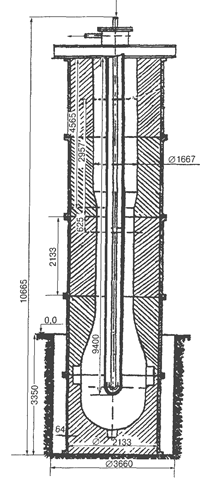
Рис 9. Форма для литья 20-дюймовой чугунной пушки по способу Родмана .
настоящее время находится в заводском музее в Перьми.
Однако и чугунные пушки со временем ушли в прошлое. На смену им в XIX в пришли стальные орудия Сталь более прочна, а главное — пластична, ее можно ковать, катать .Поэтому появилась альтернатива литым пушкам — кованые орудия со сверленым каналом .Какие орудия лучше, литые или кованые? По этому поводу существуют противоположные точки зрения, но это уже другая тема .
Литература
1.Бех Н.И., Васильев В.А., Гини Э.Ч. Мир художественного литья:История технологии.М.Металлург,1997.272с.