Реферат: Характеристика электрофизикохимических ТП. Электроэрозионные методы обработки
5. Детонационная обработка.
6. Электронно-лучевая обработка.
7. Лазерная обработка.
8. Комбинированная обработка.
Эти методы применяются:
1. Для обработки материалов, имеющих плохую обрабатываемость лезвийным и абразивным инструментами (высоколегированные стали, твердые сплавы, ферриты, керамика, полупроводниковые материалы, рубин, кварц и др.);
2. Обработки миниатюрных нежестких деталей;
3. Обработки деталей сложной формы с пазами и отверстиями микронных размеров (выводные рамки корпусов микросхем, маски фотошаблонов, трафареты и т.п.);
4. Изготовление гладких отверстий и пазов.
Подготовка деталей к обработке ЭФХМО заключается в обезжиривании, промывке, травлении, повторной промывке и сушке. Небольшие детали с плоскопараллельными поверхностями перед ультразвуковой, электронно-лучевой и световой обработками приклеивают к стеклянной подложке и крепят с ее помощью к столу.
Электроэрозионные методы обработки . Общая характеристика процессов ЭЭО .
Электроэрозионные методы обработки основаны на законах эрозии (разрушения) электродов из токопроводящих материалов при пропускании между ними импульсного или постоянного электрического тока.
К этим методам относят: электроискровую, электроимпульсную, высокочастотную и электроискровую и электроимпульсную, электроконтактную обработку.
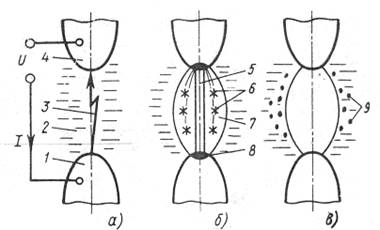
Рис.1. Схема физических процессов в межэлектродном промежутке при электроэрозионной обработке.
По достижении импульсным напряжением определенного значения между электродом-инструментом (4) и электродом-деталью (1) в диэлектрической жидкости (2) происходит электрический пробой. При этом от электрода, который в данный момент является катодом, отделяется стример (3) и направляется к аноду, ионизируя на своем пути жидкость. В результате этой фазы (её длительность 10-9–10-7 с) образуется канал сквозной проводимости и сопротивление межэлектродного промежутка снижается от нескольких МОм до долей Ом (а).
Через канал проводимости виде импульса выделяется электрическая энергия, накопленная в источнике питания (б). при этом происходит электрический разряд (5), длительность которого составляет 10-6–10-4 с, для которого характерно падающая вольт-амперная характеристика. Разряд проходит искровую и дуговую стадию. Благодаря высокой концентрации энергии в зоне разряда и приэлектродных областях развиваются высокие температуры. Под их воздействием образуется паро-газовая полость (7). В приэлектродных областях (8) происходит плавление и испарение микропорций металла на поверхности электрода. В результате развивающегося давления капли жидкого металла (6) выбрасываются из зоны разряда и застывают в окружающей электроды жидкой среде в виде мелких сферических частиц (9) (в).
После пробоя электрическая прочность межэлектродного промежутка восстанавливается. Следующий разряд возникает в другом месте между другими неровностями поверхностей электродов. При этом электрод-инструмент получает возможность внедряться в обрабатываемую деталь.
По технологическим признакам ГОСТ 25331–82 устанавливает следующие виды ЭЭО:
– отрезка;
– объемное копирование;
– вырезание;
– прошивание;
– шлифование;
– доводка;
– маркирование;
– электроэрозионное упрочнение.
Электроэрозионная обработка может осуществляться профилированным или непрофилированным электродом-инструментом (ЭИ). В первом случае его размеры и форма рабочих поверхностей определяются в соответствии с заданной повторяемостью изготавливаемой деталью. Во втором электрод-инструмент имеет простейшую конструкцию (проволока, диск или стержень), а его размеры лишь частично связаны с размерами электрода-детали.
Методы электроэрозионной обработки .