Реферат: Машины для волочения
У современных волочильных станов с целью увеличения скорости и, следовательно, производительности волочения значительно увеличивают длину волочения. Однако увеличение скорости волочения является только одним из факторов, способствующих увеличению производительности станов. Для повышения производительности волочильных цепных станов в современных конструкциях предусматривают: многопрутковое волочение, механизированный возврат тележки, автоматический захват прутков и автоматическое зацепление крюка, механизированное сбрасывание прутков со стана на стеллажи, принудительную подачу прутков в волоки пневматическими, гидравлическими или механическими выталкивателями, исключающими необходимость заострения концов прутков.
Многопрутковое волочение является одним из наиболее эффективных способов увеличения производительности волочения станов. Число одновременно протягиваемых прутков в станах новейших конструкций достигает 10. Наибольшее распространение получили многопрутковые станы с горизонтальным расположением волок. Такое расположение принимается, когда количество волок не превышает пяти; при большем их количестве применяют вертикальное расположение.
б. Реечные волочильные станы
Реечные волочильные станы различают в основном по типу привода. В одном случае зубчатые рейки прикрепляют к передвигающейся тележке, а привод устанавливают неподвижно. Такие станы работают реверсивно - протяжка прутков на них осуществляется в двух противоположных направлениях. Эти станы применяют для волочения профилей больших сечений и одновременного волочения нескольких прутков. В другом случае рейки прикрепляют к станине волочильного стана, а привод устанавливают неподвижно на тянущей тележке. В этой конструкции тележка, электродвигатель и привод представляют собой одно целое и передвигаются вместе. Волочение осуществляется только в одном направлении. Эти станы применяют для протяжки прутков небольших сечений.
Увеличение мощности реечных станов второго типа невозможно из-за необходимости применения более мощных двигателей, которые нужно монтировать на тележках и передвигать вместе с ними. Управление станами реечного типа полностью автоматизировано.
Реечные волочильные станы выпускают с силой тяги 14; 23; 35; 55 кН. Для станов с силой тяги 14 кН мощность двигателей составляет 10 кВт. Максимальная скорость волочения находится в пределах 66 - 130 м/мин. Максимальная длина протягиваемых прутков составляет 17 - 36 м.
Преимуществом реечных станов является то, что рейки их расположены по боковым стенкам станины по всей длине стана, и поэтому в отличие от обычных одноцепных станов пространство под протягиваемыми прутками остается свободным. В это пространство прутки падают по завершении волочения. Затем они скатываются по наклонной плоскости и попадают в карманы. Благодаря этому тележку автоматически можно возвращать с большой скоростью в исходное положение.
в. Непрерывный цепной волочильный стан
Существуют конструкции волочильных станов (рис. 5), в которых протягивание прутков осуществляется при помощи двух цепей, напоминающих тракторные гусеницы (отсюда станы называют иногда гусеничными). Пруток протягивается между двумя бесконечными цепями 3, которые получают вращение от звездочек 4, затем он попадает в волоку 2 пли во вращающийся роликовый калибр. Бесконечная цепь состоит из втулочно-роликовых звеньев, соединенных между собой через каждые два-три шага осями. На осях закреплены подающие элементы, по длине которых сделан полукруглый ручей.
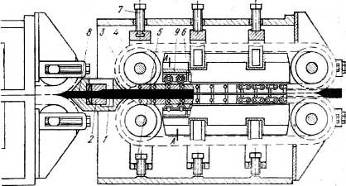
Рис. 5. Схема непрерывного цепного стана
Конец прутка по периметру поперечного сечения зажимается подающими элементами, а необходимое усилие обеспечивается нажимными винтами 5 и 7, которые передают это усилие через опорную балку 6, тарельчатые пружины и опорные стойки. Стойки через опорные ролики 9 передают усилие зажатия подающим элементам. Усилие, необходимое для вталкивания или выталкивания прутка из волочильного очка при заданной величине обжатия, создается за счет сил трения. Длина цепи такова, что материал соприкасается с достаточным количеством зажимающих звеньев для того, чтобы обеспечить относительно низкое удельное давление на поверхности протягиваемого прутка. Вышедший из волоки конец прутка 8 захватывается следующим механизмом, при этом создается непрерывность процесса волочения.
Для синхронизации движения цепей привод каждого подающего механизма имеет самостоятельную шестеренную клеть с индивидуальным электромотором и переменной или общей частотой вращения, а также редуктор со сменными шестернями.
Непрерывные станы позволяют существенно повысить производительность цехов, облегчают создание поточных линий при производстве прутков.
г. Комбинированные волочильные станы
В комбинированных волочильных станах в одну линию совмещаются операция волочения с операциями резки прутков на мерные длины, а также полировки и укладки готовых прутков. Обычно такие имеют сдвоенный разматыватель поворотного типа, барабаны его расположены на противоположных концах поворачивающейся платформы. Такой разматыватель позволяет в одно и то же время на одной стороне стана заправлять моток, а на другой его вырабатывать. С барабана проволока при помощи подающих роликов поступает к роликоправильной машине предварительной правки. После предварительной правки заостренный конец направляется в волоку волочильного стана. Передний конец проволоки протягивается через волоку, а затем в зависимости от конструкции стана (в нашем случае он барабанный) осуществляется правка проволоки. Правильное приспособление имеют вертикальные и горизонтальные правильные ролики, что позволяет вести правку прутков не только круглого, но и квадратного, шестигранного, а также прямоугольного сечений.
После правки прутки разрезаются на мерные длины летучими ножницами, которые двигаются с той же скоростью, что и пруток в процессе его резки. Для резки мерных прутков применяют механические, гидравлические и фотоэлектрические блокировки ножниц в зависимости от положения конца прутка. Например, при фотоэлектрической блокировке фотоэлемент устанавливается на некотором расстоянии от ножей, равном требуемой длине. Когда движущийся пруток пересечет луч света, фотоэлемент дает импульс для включения ножниц.
Отрезанные прутки могут быть направлены в правильно-полировальную машину. Полировка осуществляется двумя группами дисков. В той же машине находятся правящие втулки, расположенные между двумя группами дисков. После правки и полировки прутки поступают на разгрузочный стол, который слегка наклонен в направлении к стеллажу, расположенному за полировальной машиной. Свободное скатывание прутков со стеллажа показывает, что они хорошо выпрямлены.