Реферат: МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ
Zu - принятое произвольно число режущих кромок возможной фрезы.
Шаг дискретного движения кромки в направлениях возможных подач принимался постоянным и равным
DS = S0 / 1.5Zu = S0 / N
где So = l мм = const , принятое значение подачи при получистовой обработки.
Это обеспечивало шаговое равенство расположения контактных точек (КТ) на формируемой поверхности при сравнении различных способов обработки из принципиально-возможных, что позволяло сравнить однотипные операции, обеспечивающие одинаковую технологическую шероховатость поверхности.
Печать алгоритма предусматривает выход характеристик способа механической обработки для трех наиболее эффективных, из принципиально возможных, сравниваемых по производительности.
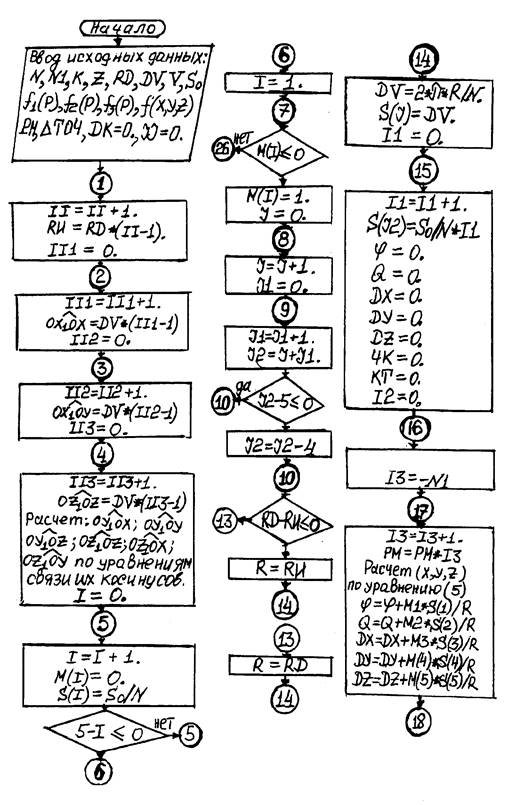
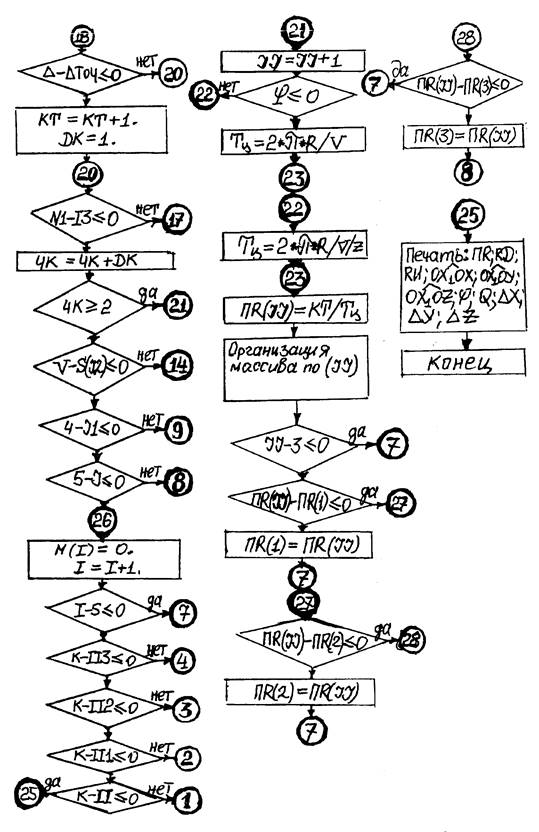
Блок – схема алгоритма поиска трёх наиболее производительных схем формообразования заданной поверхности из принципиально возможных:
Пример расчетного анализа на ЭВМ способов формообразования наружных поверхностей вращения деталей типа валов показал:
1) В случае формообразования точкой (из условия выбора кромки, как участка пересечения двух прямых линий, или существования малого радиуса R ), наиболее эффективны три способа
2) В случае формообразования прямой линией способы повторятся:
для случая а) Пр =45000 (кТ)
для случая б) Пр = 10000 (кТ)
для случая в) Пр =450000 (кТ)
3) В случае формообразования винтовой линией с углом подъема W = 45° на радиусе фрезы R = 2 * Rc , получено три способа обработки;
а) оси фрезы и детали параллельны = 10000 (кТ)
б) находятся под углом скрещивания = 10000 (кТ)
в) находятся под углом скрещивания и фреза имеет ещё подачу вдоль своего вращения = 450000 (кТ).
Таким образом, метод и алгоритм позволяют системно решить такую сложную задачу, как определение наиболее эффективных способов механической обработки из числа принципиально, - возможных. Алгоритм существенно облегчает работу в области повышения эффективности операций механической обработки, позволяет решить эту задачу на уровне изобретений.
Определение наиболее эффективных способов механической обработки заданных поверхностей детали машин.
Ранее нами был рассмотрен поисковый алгоритм определения схем формообразования заданных поверхностей и выбора трех наиболее производительных, (с позиции кинематики формообразования), из принципиально (или теоретически) возможных. Алгоритм после сравнения схем формообразования и определения наиболее производительных предусматривает печать:
-углов относительно положения систем координат детали и инструмента в соответствии с общей кинематической схемой формообразования, определяющих относительное положение предполагаемого инструмента в исходный момент формообразования;
-форму режущей кромки инструмента при выборе на печать значений
Х2 = Гз (р) ;Y 2 = fz ( p ) ; Z2 = fз (p) .
(т.е. если это ломаная линия, расположенная от центра О u на расстоянииR , то или Х2 = Ru ; илиY 2 = Ru в зависимости от исходного задания параметрического уравнения режущей кромки в системе инструмента Xu Yu Zu ). (Второй пример:X 2 = Rsin a , Y 2 = Rcos a ,Z 2 = P a , следовательно режущая кромка винтовая линия на цилиндре или поверхности вращения с осью вращения соответствующей 02 Z 2 и т.д.)
-равенство или неравенство радиуса или другого параметра инструмента, определяющего положение режущей кромки в системе X 2 Y 2 Z 2 - R нулю.
-Наличие движений, необходимых для формообразования, т.е. неравенство нулю сочетаемых из всех от одного до 6 движений: А , Б , F , Д , и Е , которое задается непрерывным вращением одного из заданных пространственных углов (a , b ,g ), определяющих как относительное положение систем детали Xo Yo Zo и инструмента X2 Y2 Z2 в исходный момент формообразования, так и вращение промежуточной, несущей системы X 1 Y 1 Z 1 вокруг любой из трех осей координат;
-Печать главного движения резания из существующих для найденной, наиболее эффективной схемы формообразования, например: A = Vp ; Б = Sкр ; D = Soz ; F = 0 и т.д.
После получения данной информации на печать ЭВМ можно изображать полученную схему формообразования по примеру графического исполнения кинематических схем резания, приведенного в работе Грановского Г.И.. Только с уточнением стрелки одного из показанных на схеме движений как главного рабочего или движения определяющего скорость резания.
Анализ найденных на ЭВМ кинематических схем резания.
Если для поиска возможных схем формообразования, номинальная поверхность детали задана алгебраическим уравнением:
Y2 g + Z2 g = r2 g
Y2 g + Z2 g – r2 g £ S
то это есть поверхность вращения сориентированная в системы координат детали так, что её направляющая линия - окружность соответствует плоскости YOZ основной системы координат с радиусом rg , заданным конкретным цифровым значением rg = 10 .
Инструмент также предварительно задаётся как линия или точка в системе координат инструмент,
Xu = fi (P) = Ru
Yu = f 2 ( P ) = 0 Т.е. точка на радиусе Ru = 10