Реферат: Металлургические печи
Недостатком бессемеровского процесса является ограниченная гамма чугунов, которые могут перерабатываться этим способом, так как при бессемеровском способе не удается удалить из металла такие примеси, как серу и фосфор, в том случае, если они содержатся в чугуне. Кроме того, получаемая в конверторе сталь хрупка из-за насыщения ее азотом, содержащимся в воздухе.
Дальнейшим развитием бессемеровского процесса явился томасовский процесс, разработанный Т. Томасом в 1878 г. Он внедрил в практику футеровку конверторов доломитом. Такая футеровка позволяла удалить из чугуна фосфор и частично серу.
Томасовский процесс не устранил всех недостатков бессемеровского процесса. В металле оказалось более высоким содержание кислорода и азота и он больше загрязнен шлаковыми включениями, поэтому качество металла при томасовском процессе ниже бессемеровского. Футеровка томасовского конвертора редко выдерживает более 400 плавок.
Конверторное производство стали постоянно совершенствовалось и нашло более или менее широкое применение в практике сталеплавильного производства. Уральские мастера и инженеры разработали, например, оригинальный способ конверторной переработки чугунов, содержащих пониженное содержание кремния и около 1,5% марганца. Этот способ затем нашел своих последователей на многих западноевропейских заводах и получил название русского бессемерования.
Новым важным этапом, вновь поставившим конверторные способы на современный уровень и обеспечившим ему теперь повсеместное широкое применение, явилась замена воздушного дутья кислородным. Предложения о такой замене поступали давно и возможности применения кислорода для этой цели успешно изучались многими учеными. В настоящее время имеет место широкое практическое решение этой проблемы (процесс L–D и др.).
Современный конверторно-кислородный способ получения стали протекает примерно следующим образом. На большинстве заводов для этого способа используют глуходонные конверторы. Футеруют эти конверторы обычно смолодоломитовым или магкезито-хромитовым кирпичом.
Кислород вдувают в конвертор вертикальной трубчатой водо-охлаждаемой фурмой, опускаемой в горловину конвертора, но не доходящей до уровня металла на 1200–2000 мм. Таким образом, кислород не вдувается под зеркало металла (как воздух в старых конверторных процессах), а подается на поверхность залитого в конвертор металла. Однако и при таком способе подвода кислорода процесс идет очень горячо, что дает возможность перерабатывать в нем чугуны с различным содержанием примесей, а также вводить в конвертор не только жидкий металл, но и добавлять к нему скрап и железную руду.
Благодаря тому, что окисление углерода и фосфора в кислородном конверторе идет одновременно, создается возможность остановить процесс на заданном содержании углерода и получать в нем довольно широкую гамму углеродистых сталей при достаточно низком содержании фосфора и серы в металле, которые удаляются в этом процессе в шлак с помощью извести.
Стали, более чистые по сере и фосфору, в кислородном конверторе удается получить потому, что более горячий ход плавки в таком конверторе позволяет иметь более известковые шлаки. Сера, как известно, содержится в чугуне и стали в виде сульфидов и ее можно удалять.
При получении стали в конверторах наиболее часто раскисление ведут марганцем и кремнием, а точнее их ферросплавами, так как их окислы образуют с окислами железа жидкую шлаковую фазу, помогающую вывести продукты раскисления из металла. Часть раскислители вводят иногда в конвертор за несколько минут до разливки. Завершается раскисление обычно в разливочном ковше. Общий расход технического кислорода на получение 1 т стали в конверторе составляет 50–60 м3 , что незначительно превышает теоретически необходимое количество.
Недостатком кислородно-конверторного способа получения стали является большое пылеобразование, обусловленное обильным окислением и испарением железа, значительно большим, чем при других способах получения стали. Это требует обязательного сооружения при этих конверторах сложных и дорогих пылеочистительных установок.
2.2. Мартеновские способы производства стали
Мартеновский способ является основным способом, дающим около 70% высококачественной стали, выплавляемой в мире. В 1865 г. во Франции инженеру П. Мартену после многочисленных попыток удалось получить на поду пламенной печи жидкую сталь, так как до этого этим путем получали сталь в тестообразном состоянии. Мартен применил для сталеплавильной печи принцип регенерации тепла отходящих печных газов для подогрева топлива и воздуха, подаваемого в печь (разработанный инженером Ф. Сименсом и используемый до этого в печах некоторых других производств). По этому принципу строятся и работают мартеновские сталеплавильные печи до настоящего времени.
Современные мартеновские печи (рис. 3) отапливают обычно газом (чаще всего смесью доменного газа с коксовальным или природным газом) и оборудуют четырьмя регенераторами (по два с каждой стороны печи), заполненными кирпичной решетчатой кладкой для раздельного подогрева газообразного топлива и воздуха, подаваемых в печь.
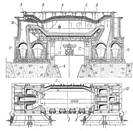
Рисунок 3 – Мартеновская печь (разрез и план):
1 – под печи; 2 – передняя стенка; 3 – задняя стенка; 4 – свод; 5 – загрузочные окна; 6 – бетонные опоры; 7 – откос; 8 – воздушный канал (головки); 9 – газовый канал; 10 – вертикальные каналы; 11 – шлаковики газового регенератора; 12 – шлаковики воздушного регенератора.
Продукты горения из рабочего пространства печи направляются в одну пару регенераторов (например, правую) и нагревают их насадку (решетчатую внутреннюю кладку), а затем выпускаются в дымовую трубу. В это время газовое топливо и воздух подают в печь через вторую пару регенераторов (например, левую), насадка которых была нагрета раньше. Через некоторое время с помощью автоматически переключающихся клапанов меняется направление выхода печных газов и подачи топлива.
Мартеновские печи строят разной вместимости и производительности – от 10 до 500–900 т. На некоторых заводах работают печи, отапливаемые мазутом или природным газом, в которых подогревается только воздух, подающийся в печь.
В первых печах, предложенных Мартеном, под, стены и свод выкладывали из динасового огнеупорного кирпича. В 1880 г. в России была построена первая мартеновская печь с подом и стенками из доломитового кирпича, которые затем получили широкое распространение. В современном сталеплавильном производстве для кладки стен и пода печей применяют и кислые, и основные огнеупоры; этим отличается устройство основных и кислых мартеновских печей.
Ванна печи, удерживающая расплавленные материалы, имеет форму чаши, и ее длину и ширину обычно определяют на уровне порогов садочных окон, через которые и производят загрузку в печь твердых материалов. Современная 500-тонная печь имеет ванну 16,4 м длины, 5,9 м ширины и более 1 м глубины. Произведение этой длины на ширину принято считать условной площадью пода мартеновской печи. Глубиной ванны считают размер в самой глубокой ее части, которая расположена около выпускного отверстия, от подины, до уровня порогов садочных окон.
Боковую кладку и под укрепляют снаружи прочными стальными балками. До недавнего времени своды мартеновских печей делали арочными и выкладывали из динасового кирпича. Такие своды не допускали их нагрев выше 1700° С, что тормозило производительность печей; эти своды обычно выдерживали 200–250 плавок. Теперь своды делают из термостойкого хромомагнезитового кирпича. Изменилась и конструкция свода. Отдельные блоки свода подвешивают на тягах к поперечным балкам каркаса печи и свод получается подвесным. Применение хромомагнезита и новой конструкции свода позволяют нагревать его до 1800° С. Такие подвесные хромомагнезитовые своды выдерживают 500 плавок.
Горячий газ подают в печь по центральному каналу, воздух – по двум боковым. Сходясь в рабочем пространстве печи, эти каналы образуют так называемую головку печи, формирующую газовое пламя. Внутрь стенок головки обычно вставляют кессоны, в которых циркулирует вода для сохранения огнеупоров головки от быстрого разгара. Перед регенераторами в мартеновской печи устанавливают шлаковики для сбора пыли и капель шлака, выносимых из печи с отходящими газами, и предохранения регенераторов от быстрого загрязнения. Загрузку твердой шихты в печь производят через окна с помощью завалочных машин. Выпуск стали и шлака из мартеновской печи после завершения плавки проводят через летку, которую располагают в так называемой задней продольной стенке печи, не имеющей загрузочных окон. Некоторое количество шлака выпускают иногда через так называемые ложные пороги загрузочных окон на лицевую сторону печи. На время плавки летку (выпускное отверстие) заделывают магнезитовым порошком и огнеупорной глиной.
Кроме стационарных мартеновских печей иногда для переработки чугунов, содержащих много фосфора, применяют качающиеся мартеновские печи, рабочее пространство которых располагают на катках, что облегчает и ускоряет удаление (скачивание) по ходу передела фосфористых шлаков и тем самым повышает производительность печи.
Мартеновский способ получил широкое применение благодаря возможности использования различного сырья и разнообразного топлива. В настоящее время мартеновский процесс различают в зависимости от используемого сырья: скрап-процесс, если его шихта состоит из стального лома (60–70%) и твердого чушкового чугуна (30–40%). Эта разновидность процесса применяется на заводах, не имеющих доменного производства. Широко применяется и скрап-рудный процесс, характерный тем, что его шихта состоит на 20–50% из скрапа и на 50–80% из жидкого чугуна, который после выпуска из доменных печей хранится в больших бочкообразных футерованных внутри огнеупорным кирпичом хранилищах, называемых миксерами. Этот процесс называется скрап-рудным потому, что для ускорения окисления примесей чугуна в печь загружают, кроме того, гематитовую железную руду в количестве 15–30% от массы металлической части шихты.
Скрап-рудный процесс в кислой и основной мартеновских печах проходит различно (меняется состав флюсов и некоторых других шихтовых материалов, по-разному идет окисление примесей). Поэтому различают кислый и основной мартеновские процессы.
Рассмотрим кратко сущность широко применяемого основного скрап-рудного процесса. Мартеновские печи работают циклами, но нагрев печи ведется непрерывно, поэтому подготовка новой плавки стали начинается с осмотра печи и устранения изъяна в подине и боковых откосах печи путем их заварки новым слоем доломита или магнезита еще во время выпуска предыдущей плавки. После выпуска металла выпускное отверстие заделывают и шихту загружают для новой плавки. Сыпучие шихтовые материалы (руда, известняк, скрап) загружают обычно первыми и отдельные их слои хорошо прогревают. На подину принято сначала загружать железную руду, а потом известняк и сверху стальной лом. Все эти материалы подвозят к печам составом платформ в так называемых мульдах (металлические коробки с приспособлением для захвата их хоботом завалочной машины).
Завалочная машина современных крупных печей – это самоходная тележка, перемещающаяся по рельсам вдоль продольных лицевых стенок нескольких мартеновских печей, обычно располагающихся в одну линию. На самоходной тележке установлен механизм управления с кабиной машиниста и загрузочный механизм с длинным штоком (хоботом). Хобот завалочной машины поднимает с платформы мульду с шихтой, вносит ее в печь и, поворачивая, высыпает ее содержимое, затем выносит пустую мульду из печи и ставит ее на платформу.
Во время загрузки твердых материалов в печь расходуется максимальное количество топлива для обеспечения быстрого прогрева и расплавления шихтовых материалов. Жидкий чугун загружают в печь через окно с помощью вставляемого в него стального желоба, футерованного изнутри огнеупором. Жидкий чугун подают к печи в чугуновозном ковше с помощью мостового крана. Чугун заливают в печь, когда твердая шихта прогрета и начинает оплавляться. С заливкой жидкого чугуна резко ускоряется плавление металлической части шихты. Одновременно с прогревом шихты начинается окисление примесей. К моменту расплавления шихты почти полностью окисляется кремний, более половины марганца, третья часть фосфора и частично углерод. Во время плавления образуется значительное количество закиси железа, так как количество воздуха, подаваемого в мартеновскую печь, обычно значительно больше необходимого для сжигания топлива (125% теоретически необходимого) и пламя в мартеновской печи бывает окислительным.