Реферат: Общее понятие о технологичности
- гайки, расположенные на внутренних поверхностях деталей, следует шплинтовать; а расположенные на наружных поверхностях – можно ставить с пружинными шайбами.
Стопорение резьбовых деталей (т.е. замена шплинтовки) обеспечивается при наличии у них конической опорной поверхности.
4) В конструкциях заклепочных соединений:
1- замыкающие головки заклепок формируют на более толстой детали или детали из более прочного материала.
2- предпочтительнее применять групповую клепку. При этом лучше применять заклепки, у которых закладные и замыкающие головки плоской формы.
3- предпочтительной является также холодная клепка (для стальных, медных и алюминиевых заклепок диаметром менее 14мм).
4- следует ограничивать применение односторонней (и особенно двусторонней) потайной клепки, т.к. в этом случае необходимо производить дополнительную обработку гнезд под головки заклепок.
5- материал заклепки не должен быть тверже основного скрепляемого материала.
5) Для паяных соединений нужно учитывать следующее:
1- паяные швы нельзя располагать на переходных поверхностях или в местах концентрации напряжений.
2- в случае применения в изделии сварки и пайки, необходимо, чтобы сварной шов был удален от пайки.
3- при нагреве деталей индукционным методом необходимо предусмотреть свободный подвод индуктора в зону пайки.
4- у деталей не должно быть острых углов и тонких стен, т.к. при пайке они могут оплавляться.
5- в конструкции соединения должны быть предусмотрены места для закладки припоя в виде колец, шайб, пластинок, или канавки, в которые подают паяльную пасту, состоящую из порошкообразного припоя и флюса.
6- сложные многошовные объекты соединяют методом ступенчатой пайки. При этом припои и температуру пайки выбирают так, чтобы при образовании последующих швов не происходило расплавление ранее выполненных.
6) Для сварных соединений.
Сварка – прогрессивный метод соединений. Перспективно применение сварки для изготовления комбинированных деталей, при этом в одной конструкции могут сочетаться элементы из различных материалов. При применении таких заготовок их масса снижается на 20-30% и уменьшается объем последующей механообработки на 30-50%.
Основными требованиями к сварным соединениям являются:
1- применение наиболее рациональных и производительных методов сварки: контактной, автоматической под флюсам, в среде защитных газов, электрошлаковой.
2- конструкции с большим количеством сложно расположенных соединений надо расчленять на отдельные менее сложные.
3- предпочтительны сварные соединения, допускающие одновременную установку для сварки максимального количества деталей.
4- при контактной сварке необходимо предусматривать возможность одновременной сварки всех точек.
5- необходимо шире применять горизонтальные швы, избегая вертикальных и особенно потолочных.
6- Для снижения напряжений и деформаций, вызываемых сваркой, необходимо уменьшать количество сварных швов, применять симметричное расположение швов, прерывистые симметричные швы, закреплять изделие при сварке в приспособлении.
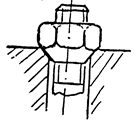
7- Необходимо снижать объем сварочных работ за счет: замены пакета тонких листов одним толстым (рис.1), применять гибку вместо сварки (рис.2), заменять приваренные ребра жесткости штампованными (рис.3), выполнять минимально допустимые углы разделки кромок.
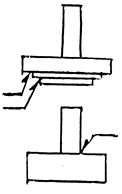
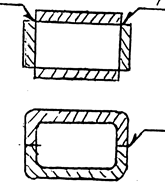
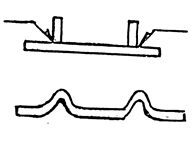
Рис.1 Рис.2 Рис.3