Реферат: Производство никеля
Производство никеля из руд включает несколько стадий переработки сырья с получением на каждой из них соответствующего полупродукта. В мировой практике на большинстве предприятий, производящих никель, такими полупродуктами являются никелевый концентрат или никелевый (медно-никелевый) файнштейн. Они направляются на окислительный обжиг для возможно более полного удаления серы из материала перед последующей переработкой его на анодный металл.
Содержание серы в закиси никеля перед ее плавкой на аноды должно быть в пределах 0,01-0,5 %. Такое низкое содержание можно получать окислительным обжигом сульфидного материала лишь при 1100—1250 С. Нагрев никелевого сульфидного материала до такой температуры сопровождается спеканием и оплавлением его зерен уже при 650—750 С, что и явилось тем барьером, который долго не могли преодолеть во время испытаний обжига этих материалов в печах кипящего слоя.
До внедрения окислительного обжига никелевых сульфидных полупродуктов в промышленных печах кипящего слоя(КС) его подготовку к высокотемпературной обработке осуществляли в две стадии: первую — в многоподовых печах при температурах до 840-860°С с механическим перегреванием материала на 12 подах и пересыпанием его с пода на под и вторую — в трубчатой вращающейся печи с нагревом закиси никеля до 1100—1250°С. На первой стадии обжига зерна сульфидного материала медленно нагревались до 840-860°С, окисляясь с поверхности, что предотвращало их спекание в интервале температур 650-750°С. Процесс осуществляли в сложных по конструкции, громоздких и трудно управляемых печах, занимавших большую площадь, требовавших большого расхода углеродистого топлива и тяжелого физического труда.
Вторую стадию окислительного обжига осуществляли без каких-либо трудностей в трубчатых вращающихся печах, получение высокой температуры в которых достигалось за счет сжигания углеродистого топлива.
Освоение процесса окислительного обжига в печах позволило устранить крупные недостатки прежней технологии и перевести ее на автогенный режим. Появилась возможность механизировать и автоматизировать отдельные операции и весь процесс.
Получаемые при обжиге отходящие газы содержат повышенную концентрацию сернистого ангидрида, что позволяет производить из него серную кислоту. Избыточное тепло процесса можно отводить и использовать для технологических нужд.
В настоящее время окислительный обжиг никелевых сульфидных материалов и полупродуктов широко применяют в производстве никеля. В связи с тем, что объемы производства никеля во всем мире непрерывно возрастают, дальнейшее совершенствование технологии этого вида обжига имеет большое значение. Необходимо изыскивать резервы для дальнейшего улучшения технико-экономических показателей и повышения эффективности производства.
На никелевых предприятиях исходным материалом для обжига в кипящем слое являются никелевые файнштейны и никелевые концентраты, получаемые при разделении медно-никелевых файнштейнов методом флотации.
Никелевый файнштейн получают из окисленных никелевых руд. содержащих мало меди, путем восстановительно-сульфидирующей плавки на штейн с последующей продувкой его в конверторах. Так получают файнштейн на Уфалейском никелевом заводе, комбинате "Южуралникель" в Советском Союзе, заводе "Дониамбо" в Новой Каледонии, заводе "Сисакаима" в Японии и на других предприятиях. Полученный из окисленных никелевых руд файнштейн содержит 77-82 % Ni, до 2 % Сu и 16-22 % S.
Из медно-никелевых руд также получают никелевый файнштейн. По этой технологии осуществляют селективное разделение компонентов руды методом флотации с высокой степенью отделения меди от никеля и получают раздельные рудные концентраты: никелевый медный и пирротиновый. На заводе "Томпсон" в Канаде в процессе переработки такого концентрата получают никелевый файнштейн с 75 % Ni, 3 % Си и 20 % S, который направляют на переплавку и отливку сульфидных анодов с последующим выделением никеля электролизом.
Необходимо отметить, что из-за очень сложного химического и минералогического состава медно-никелевых руд операциями обогащения трудно получить селективные никелевые концентраты с низким содержанием меди. Поэтому в результате переработки таких концентратов получают медно-никелевый файнштейн (Норильский горно-металлургический комбинат, завод "Коппер Клифф" в Канаде, завод "Харьявалта" в Финляндии) .
На некоторых отечественных предприятиях, а также на заводе "Конистон" (Канада) богатые медно-никелевые сульфидные руды подвергают плавке без предварительного обогащения. Бедные никелевые сульфидные руды обогащают с получением медно-никелевого концентрата (комбинат "Печенганикель", завод "Фолконбридж" в Канаде). В обоих случаях в процессе переработки рудного сырья получают медно-никелевый файнштейн. в котором содержится 35—65 % Ni, 20—50 % Сu, примеси благородных и редких металлов.
Большую часть металлического никеля в мире — электролитного, карбонильного, восстановленного порошкообразного никеля, закиси никеля и других продуктов— получают из медно-никелевых файнштейнов путем их предварительного флотационного разделения на медный и .никелевый сульфидные концентраты с последующим окислительным обжигом никелевого концентрата.
Флотационный метод разделения медно-никелевого файнштейна в Советском Союзе был разработан в 40-х годах в Ленинградском горном институте под руководством проф. И.Н.Масленицкого. В 1951 г. этот способ был внедрен на НГМК, а в 1956 г. — на "Североникеле". За рубежом флотационное разделение файнштейна было внедрено впервые на заводе "Коппер Клифф".
Современный процесс разделения медно-никелевого файнштейна состоит из медленного охлаждения, дробления, измельчения и разделения на медный и никелевый концентраты методом флотации. При этом медь концентрируется в пенном продукте, а никель — в нижнем сливе. Никелевый концентрат содержит 67-73 % Ni. 0,6-4.0 % Сu. 22—25 % S.а также благородные и редкие металлы.
Процесс окислительного обжига флотационного никелевого концентрата осуществлен на НГМК и "Североникеле", на заводах "Коппер Клифф" и "Мацусако".
Никелевый концентрат получают также из окисленной латеритовой руды в процессе ее автоклавного сернокислотного выщелачивания и осаждения сероводородом никеля вместе с кобальтом. Этот концентрат содержит до 53 % Ni и 35 % S. На Буруктальском никелевом заводе его обжигают в печи с максимальным удалением серы и получением закиси никеля, которую направляют на дальнейшую переработку.
Таким образом, на большинстве отечественных и зарубежных никелевых предприятий применяют окислительный обжиг богатых сульфидных никелевых полупродуктов — файнштейнов, флотационных концентратов и концентратов гидрометаллургической переработки окисленных никелевых руд.
Практическое осуществление процесса обжига сульфидных никелевых материалов определяется их физико-химическими свойствами, термодинамикой и кинетикой окислительных процессов. Знание этих процессов и их термодинамических характеристик имеет большое значение для расчетов оптимальных режимов окислительного обжига никелевых сульфидных материалов в кипящем слое перед их последующей переработкой на металл.
ОБЖИГ ФЛОТАЦИОННОГО КОНЦЕНТРАТА С ПОЛНЫМ ВОЗВРАТОМ ПЫЛИ
На Норильском горно-металлургическом комбинате никелевый концентрат получают путем, флотационного разделения медно-никелевого файнштейна, содержащего, %: 35-45 Ni; 30-40 Сu; 1,5-3,0 Fe; 21-23,7 S. После медленного охлаждения и последующих операций дробления, измельчения и флотации получают два основных и один промежуточный продукт.
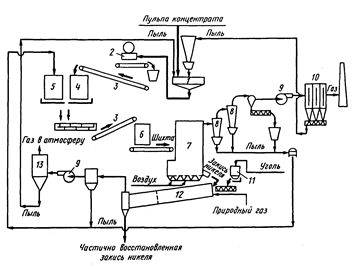
Рис. 1. Технологическая схема обжига никелевого концентрата на НГМК:
1 - сгуститель; 2 - барабанный вакуум-фильтр; 3 - ленточный транспортер; 4 -бункер для кека; 5 — бункер для пыли; 6 — бункер для шихты; 7 - печь КС; 8-циклон; 9 — дымосос; 10 — электрофильтр; 11 — бункер для угля; 12 — трубчатая печь; 13 — скруббер
К основным продуктам относятся никелевый и медный концентраты, промежуточным является магнитная фракция. Никелевый концентрат и магнитную фракцию направляют для последующей переработки окислительным обжигом в печах КС. В никелевом концентрате содержится 65,5 % Ni и 24 % S; в магнитной фракции 68,7 % Ni и 4,2 % S. Содержание класса крупности частиц меньше 53 мкм в концентрате составляет 88—95 %, в магнитной фракции 10—15%.
После сгущения и фильтрации пульпы кек транспортером подается в бункер шихтарника печей КС. Совместно с никелевым концентратом эти операции проходит часть оборотной пыли, подаваемой в сгуститель пневмотранспортом из электрофильтров и в мокром виде из скрубберов. Доля пыли, подаваемой в оборот, составляет 15—20 % от общего ее количества.
Из бункера кек влажностью 7—8 % тарельчатым питателем выгружается в лопастный двухвальный смеситель. Сюда же из параллельного бункера поступает сухая оборотная пыль из циклонов и газоходов. За счет добавки сухой пыли шихта после смесителя имеет влажность не более б%. .
Пройдя двухвальный смеситель, шихта приобретает однородную и хорошо сыпучую структуру. Ленточным транспортером ее подают в бункер, откуда ленточным питателем загружают через свод загрузочной камеры в печь КС.
Готовый продукт с уровня пода печи по наклонной течке самотеком непрерывно поступает в трубчатую вращающуюся печь. Часть закиси никеля отгружается для приготовления активного никелевого порошка и на доводку анодного никеля при его выплавке.
Газы из обжиговой печи проходят грубую очистку в циклонах и газоходах. На печи параллельно работают два газохода. Газоходные отверстия расположены в стенке печи под сводом. Отсос газов из печи осуществляется дымососом ВГД-20, который направляет газы в электрофильтры. После электрофильтров газы выбрасываются через 160-м трубу в атмосферу. Пыль из циклонов и газоходов подается в кюбелях на шихтарник с помощью мостовых кранов.