Реферат: Производство пенобетона
Известь . Требуемая технология ячеистого бетона может определять известь в качестве основного вяжущего. При этом особое внимание уделяют значительному количеству активных окиси кальция (СаО) и магния (МgО). Общая активность извести не должна быть менее 75%, количество МgО - не более 1,5%. В производстве можно применять известь - молотую кипелку и пушонку. Известь должна быть равномерно обожженной. Двуводный гипс, добавляемый в бетонное тесто для замедления скорости гашения молотой извести-кипелки, должен иметь тонкость помола, характеризуемую остатком на сите № 02 не более 3 %. Допускается применять полуводный гипс вместе с добавкой поташа.
Заполнители.
К заполнителям - кремнеземистым сырьевым компонентам бетонной смеси предъявляются требования, учитывающие особенности их влияния на свойства ячеистого бетона. Наиболее существенное влияние на свойства бетона оказывают зерновой состав, прочность и чистота заполнителя. Кроме того, заполнитель воспринимает усадочные напряжения и может в несколько раз уменьшить усадку бетона по сравнению с усадкой цементного камня.
В производстве ячеистых бетонов следует использовать мелкие заполнители из естественных или искусственных песков. Также могут применяться зола-унос тепловых электростанций, маршалит и другие материалы.
Песок. Чаще всего используют естественные кварцевые пески с примесью зерен минералов, реже - более дорогой песок, получаемый дроблением горных пород. Рекомендуется применять чистые кварцевые пески (речной или горный), содержащие не менее 90 % кремнезема, не более 5 % глины и 0,5 % слюды. Песок в зависимости от плотности ячеистого бетона должен иметь удельную поверхность 1200- 2000 см2/г.
Зола-унос, применяемая при изготовлении ячеистых бетонов вместо молотого песка, отличается неоднородностью химико-минералогического состава. Зола характеризуется высокой пористостью и дисперсностью. Эти особенности свойств золы способствуют повышенной влагоемкости и замедленной водоотдаче бетона, его пониженной трещиностойкости. К преимуществам золы по сравнению с песком можно отнести возможность применения ее в отдельных случаях без предварительного размола. Это позволяет получать изделия меньшей плотности, чем с кварцевым песком. Зола-унос должна содержать кремнезема не менее 40%; потеря в массе при прокаливании в золах, получаемых при сжигании антрацита и каменного угля, не должна превышать 8%, в
остальных, золах-5%; удельная поверхность составляет2000 - 3000 см2/г.
Вода.
Для приготовления бетонной смеси используют водопроводную питьевую, а также любую воду, имеющую водородный показатель рН не менее 4 (т. е. некислую, не окрашивающую лакмусовую бумагу в красный цвет). Вода не должна содержать сульфатов более 2700 мг/л (в пересчете на 304) и всех солей более 5000 мг/л. В сомнительных случаях пригодность воды для приготовления бетонной смеси необходимо проверять путем сравнительных испытаний образцов, изготовленных на данной воде и на обычной водопроводной.
Порообразователи
Поробразователи: газообразующие, пенообразующие - специальные добавки, регулирующие плотность и пористость бетонной смеси и ячеистого бетона в целом. Большинство порообразователей растворимы в воде и их вводят в смеситель в виде предварительно приготовленного раствора. Некоторые добавки вводят в виде эмульсии или в виде взвесей в воде. Оптимальная дозировка добавки зависит от вида цемента, состава бетонной смеси, технологии изготовления изделий из ячеистого бетона. Обычно применяют от массы цемента 0,1-0,3% порообразователя. На практике оптимальную дозировку добавки определяют опытным путем.
Пенообразователи . Применяемый пенообразователь должен способствующих получению устойчивых пен. В качестве пенообразователей используют несколько видов поверхностно-активных веществ.
Применяют протеиновые (клееканифольный, смолосапониновый и некоторые другие) и синтетические пенообразователи, которые позволяют получить пену с выходом пор (отношением объема пены к массе пенообразователя) не менее 15. Размеры воздушных ячеек пены 1-2 мм; пена не должна разрушаться при перемешивании с раствором.
Этапы основного процесса получения пенобетона.
Технология приготовления пенобетона достаточно проста. В цементно-песчаную смесь добавляется пенообразователь или готовая пена. После перемешивания компонентов смесь готова для формирования из нее различных строительных изделий: стеновых блоков, перегородок, перемычек, плит перекрытия и т.д. Такой пенобетон с успехом можно использовать для заливки в формы, пола, кровли, а также для монолитного строительства. В отличие от ячеистого газобетона, при получении пенобетона используется менее энергоемкая безавтоклавная технология. Кроме простоты производства, пенобетон обладает и множеством других положительных качеств. Например, в процессе его приготовления легко удается придать этому материалу требуемую плотность путем изменения подачи количества пенообразователя. В результате возможно получение изделий плотностью от 200 кг/м3 до самых предельных значений легкого бетона 1200-1500 кг/м3.
Его пористость создаётся не только сферическими ячейками, но и капиллярными порами, образующимися от гидратирующей и избыточной воды затворения (контракционная и капиллярная пористость). Поэтому содержание воздуха в пенобетонах может достигать 95 и более процентов. Однако, могут быть пенобетоны, которые изготовляют с небольшим количеством воздуха для повышения их морозостойкости и кавитационной стойкости, но при сохранении высоких прочностных свойств. Это так называемые мелкозернистые поризованные бетоны объёмной массой от 1 300 до 1 800 кг/ м3 (марок по плотности Д1300-Д1800).
При приготовлении пенобетона воздух под избыточным давлением вводится в бетонную смесь с помощью отдельно приготовленной пены или скоростным перемешиванием (взбиванием) растворных смесей со специальными поверхностно-активными добавками (ПАВ), снижающими поверхностное натяжение воды и удерживающими вовлечённый при перемешивании воздух. В ходе структурообразования пенобетона с помощью ПАВ раствор, состоящий из пузырьков воздуха, на поверхности которых равномерно распределены частицы цемента, имеющие размер от 20 до 80 микрон, постепенно преобразуется в поризованный камень.
Совмещение технологических операций перемешивания, транспортирования и формирования пор существенно влияет на свойства конечного продукта и позволяет получать заданную плотность и теплопроводность пенобетона. Прогрессивная технология и современное оборудование позволяют производить пенобетон плотностью от 400 до 1200 кг/м3, твердеющий при атмосферном давлении. В процессе формовки для ускорения твердения пенобетонов иногда применяют пропарку при атмосферном давлении, электропрогрев, быстротвердеющие цементы или химические добавки-ускорители.
Пену готовят из водных растворов специальных пенообразователей с добавками ПАВ в лопастных пеновзбивателях или центробежных насосах. Применяют клееканифольный, смолосапоиновый, алюмосульфо-нафтеновый и синтетические пенообразователи. Стабилизаторами пены служат добавки раствора животного клея, жидкого стекла или сернокислого железа; минерализаторами же являются цемент и известь.
В результате выполнения основных технологических операций приготовления пенобетона, вышеописанных в общем виде, в бетонной смеси происходят качественные изменения, его молекулярная структура приобретает свойства системы сферических ячеек диаметром от 0,1 до 2 мм в неограниченной матрице (например, в цементно-песчаной). Окончательно структура готового изделия создается, после его формования и твердения.
Пористая структура полностью формируется в очень короткий промежуток времени в условиях механического перемешивания под избыточным давлением. Поэтому температура окружающей среды, точность дозировки компонентов, в том числе строгое выдерживание водотвердого отношения, постоянство свойств вяжущего и кремнеземистых заполнителей не оказывают в этом случае такого большого влияния на свойства материала, как для газобетонов. Основной показатель ячеистого бетона - средняя плотность, легко корректируется непосредственно в ходе технологического процесса. Это очень важно при изготовлении таких бетонов на малых предприятиях или строительных площадках.
Обычные пенобетоны делятся на теплоизоляционные (Д200-Д400), конструкционно-теплоизоляционные (Д500-Д800) и конструкционные (Д900-Д1200).
Технологическое оборудование для производства пенобетона.
Бетоносмеситель для производства ячеистого бетона
Бетоносмеситель для производства ячеистого бетона представляет собой цельнометаллический сосуд - тонкостенную стальную чашу или цистерну. В зависимости от требуемой емкости смеситель может иметь вертикальное или горизонтальное расположение чаши. Смеситель - центральный компонент технологической линии - производственного участка или отдельной установки, например пенобетонной. Особенности технологического цикла смесеобразования обуславливают применение в качестве смесителя сосуда, работающего как при обычном атмосферном давлении, так и при повышенном.
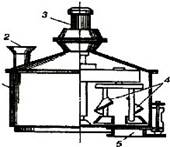 Рис.1 Смеситель ячеистобетонный стандартный: 1 - смесительный барабан; 2- загрузочная воронка; 3- электродвигатель; 4 - смесительные лопатки; 5 - выгрузочное устройство |
По способу смесеобразования, бетоносмеситель для производства ячеистого бетона, относится в классу смесителей принудительного перемешивания. В отличии от бетоносмесителей тяжелых бетонов, так называемых смесителей гравитационного действия, смешивание ячеистобетонной смеси производится лопатками, насаженными на валы, которые монтируют вдоль продольной оси сосуда (см. рис.1).
Основное требование к процессу перемешивания средствами бетоносмесителя - обеспечить однородность бетонной массы и исключить расслоение ее структуры. Смесители принудительного промешивания целесообразны для приготовления кроме ячеистых бетонов также смесей повышенной жесткости и смесей из легких бетонов на пористых заполнителях (пористые заполнители не могут эффективно участвовать в перемешивании теста в смесителях свободного падения - гравитационных, используемых доля приготовления тяжелых бетонов).
Время перемешивания зависит от подвижности бетонной смеси и вместимости бетоносмесителя. Чем меньше подвижность бетонной смеси и больше вместимость бетоносмесителя, тем больше время, необходимое для перемешивания. Например, для емкости смесителя 500 дм3 оно составляет 1,5...2 мин, а для емкости 2400 дм3 -3 мин. и более.
Смесители промышленных линий по производству изделий из пенобетона представлены на рис.2.
Баросмеситель
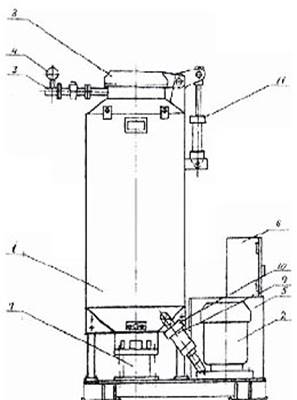 Рис.1 Схема баросмесителя: 1- баросмеситель; 2 - электродвигатель; 3 - воздуховод; 4 - манометр; 5 - защитный кожух; 6 - пульт управления; 7- вал; 8 - крышка; 9 - напорный кран; 10-штуцер; 11-рукоядка |
Баросмеситель предназначен для производства пенобетонной смеси по одностадийной схеме. Он служит для изготовления пенобетонов плотностью от 400 до 1600 кг/куб.м и транспортировки их по бетонопроводу к месту использования. Позволяет производить заливку полов и кровель, заполнение подготовленных строительных пустот, изготовление блоков различного размера и плотности. Обеспечивает в период гомогенизации заполнение емкости смесителя компонентами пенобетонной смеси и ее перемешивание на малой скорости вращения вала смесителя, и последующий высокоскоростной режим поризации смеси. При этом происходит насыщение пеномассы в смесителе сжатым воздухом.
Баросмеситель совмещает функции смесителя, пеногенератора, пневмокамерного насоса и обеспечивает ввод всех сырьевых компонентов, подачу под давлением пенобетонной смеси на формование. Он оснащен валом со специально разработанными лопастями минимального аэродинамического сопротивления, вращающимися со скоростью до 800 об/мин, что создает турбулентный поток пеномассы. На концах полостей могут располагаться кавитационные насадки. Популярная модель пенобетонной установки "Турбо-0.25", выполненной на основе баросмесителя, поставляемой фирмой СтромРос имеет следующие характеристики:
|
Пеногенератор
Пеногенератор предназначена для приготовления пены, используемой в двухстадийной (классической) схеме получения пенобетонной смеси.
Пеногенератор работает от сжатого воздуха (требуется компрессор) и состоит из трех основных частей: емкости для пеноконцентрата (танка или емкости-ресивера для пеноагента), пеногенераторного узла и сопла-ланцета с аксессуарами (вентили, штуцера и шланги). Разовая загрузка пеноконцентратом танка емкостью 60 л. обеспечивает изготовление пены для 4 - 6 м.куб пенобетона. Пеногенераторы могут выполняться в стационарном и мобильном исполнении.
Бетононасос
На строительной площадке подачу пенобетонной смеси к месту заливки, в опалубку и т.п., можно осуществлять по схеме "кран-бадья", при этом достаточно соблюдать технологическое соответствие способа транспортным средствам. Заливка пенобетонной смеси c применением тяжелых подъемно-транспортных средств не редко длительный и неэкономичный процесс. В явном виде недостаточная эффективность схемы проявляется при интенсивности бетонирования свыше 4-6 м3 /час, а также при бетонировании труднодоступных мест (изоляция междуэтажных перекрытий и т.д.).
Повышение производительности процессов раздачи на стройплощадке пенобетонной смеси обеспечивает замена технологии "кран-бадья" на технологию с применением насосного оборудования. Для заливки сложных конструкций использование бетононасоса кроме повышения производительности снимает также проблему защиты смести от атмосферных влияний (осадки, жара, холод и т.д.).
Наиболее подходящий для транспортировки пенобетона – допускается применение плунжерного (поршневого) насоса, дающего небольшой процент (2-3%) потери воздушных пор. Применение центробежных (лопастных) насосов категорически запрещено ввиду практически полного уничтожения рабочим колесом воздушных пор в смеси.
Вспомогательное оборудование.
Питатель вяжущего ячеистобетонной установки
Питатель вяжущего (цемента) ячеистобетонной установки (ЯБУ) предназначен для хранения, дозирования при приготовлении смеси, транспортировки цемента или его аналогов из склада в смеситель ЯБУ.
Дозирование вяжущего осуществляется по массе с точностью не более 2% от расчетной. Объемное дозирование цемента не допускается.
Техническое решение питателя определяется производительностью и компановкой ЯБУ, видом смесителя, количеством марок смеси и другими факторами. Наиболее распространены полуавтоматические и автоматические цикличные весовые питатели вяжущего ЯБУ. В полуавтоматических питателях загрузку и взвешивание материалов производят автоматически; оператор осуществляет их подачу в смеситель. В автоматических дозаторах необходимые операции осуществляют без вмешательства оператора.
Оборудование питателя вяжущего ЯБУ комплектуется из готовых и заказных изделий применительно к требуемой ЯБУ. Структура питателя включает склад вяжущего, дозирующее устройство, средства энергообеспечения и автоматики. Последние включаются в систему управления ЯБУ. На аналогичных принципах назначения, структурной компановки и управления строятся питатели заполнителя , воды и добавок ЯБУ.
Питатель заполнителя ячеистобетонной установки