Реферат: Разработка общего плана обработки детали Втулка с подробной разработкой технологических переходов для поверхности 028e8
1.4. Требования к оформлению расчетно-пояснительной записки и графической части курсовой работы.
Записка оформляется на листах формата А4 в соответствии с СТП МИП 02.001 - 88.
Графическая часть курсовой работы оформляется в соответствии с СТП МИП 02.001 - 88 и методических указаний.
1.5. Исходные данные.
Базовыми исходными данными являются: чертеж детали «втулка» с техническими условиями на ее изготовление и элементарная поверхность детали Æ28e8![]() .
.
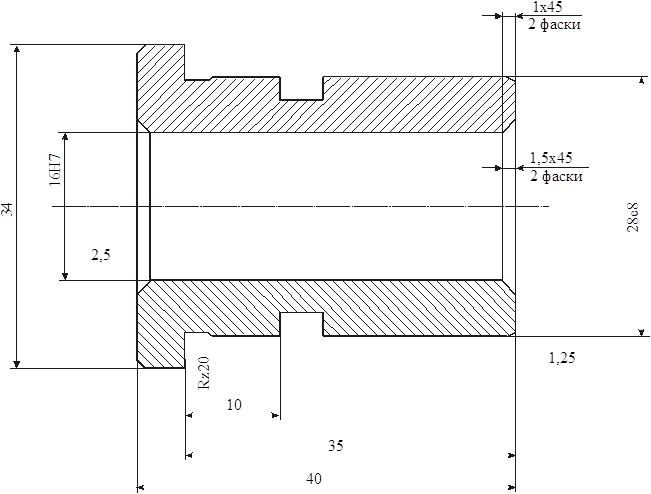
Вид заготовки – прокат Æ34-0,1 . Материал заготовки – A12B.
При анализе исходных данных устанавливаем, что в процессе механической обработки рассматриваемой поверхности допуск размера диаметра исходной заготовки dз = 0,1 мм уменьшается до допуска размера диаметра детали dд = 0.033 мм (соответственно возрастает точность размера). Общий коэффициент уточнения точности размера вычисляется по формуле:
eo = dз / dд
где dз - допуск размера исходной заготовки;
dд - допуск размера детали
eo = 0,1 / 0,033 = 3,03
Количество необходимых технологических переходов определяется по следующей формуле:
mm.n. = lg eo / 0,46
где eo - общий коэффициент уточнения точности;
mm.n. = 0,48 / 0,46 = 1,04
Принимаем mm.n. = 2
Допуск размера диаметра заготовки dз = 0.1 мм соответствует примерно, 12-му квалитету точности, а допуск размера детали - 8-му квалитету. Следовательно, точность повышается на 4 квалитета. Для обеспечения заданной точности обработки должен быть правильно спроектирован технологический процесс с учетом экономической точности, достигаемой различными методами обработки.
1 переход – обтачивание - 10-й квалитет, Ra = 6…8 мкм
2 переход – шлифование – 8-й квалитет, Ra = 2…2,5 мкм
Допуск размера диаметра исходной заготовки dз = 0,1 мм уменьшается после первого перехода – до d1 = 0,09 мм (10-й квалитет), после второго – до d2 = 0,054 мм (8-й квалитет).
Таким образом, первый переход обеспечивает уточнение
e1 = dз / d1
e1 = 0,1 / 0,09 = 1,11
второй –
e2 = d1 / d2
e2 = 0,09 / 0,054 = 1,6
В результате сочетания предложенных способов обработки общий коэффициент уточнения eo получается равным