Реферат: Сборка объективов насыпной конструкции. Расчет автоколлимационных точек
влиянием рассеянного света, возникающего в результате отражения света от поверхностей линз и оправ.
Отклонения показателей преломления линз в полученной партии стекла учитывают перед изготовлением оптических деталей путем перерасчета толщин линз, расстояний между линзами и иногда радиусов линз. Сочетание показателей преломления стекла линз в данной партии называется комбинацией и обозначается порядковым номером в сопроводительном документе партии оптических деталей.
Отклонения толщин линз компенсируют, подбирая их таким образом, чтобы по возможности не увеличивать аберраций объектива. При этом в случае необходимости из меняют величину междулинзовых воздушных промежутков. Поэтому к комплекту линз, направляемому на сборку
объектива, прилагают комплектовочную таблицу, в которой указываются номер комбинации парт; и стекла, отклонения толщин линз и окончательные величины воздушных промежутков, которые необходимо выдержать при
сборке объектива.
Отклонения радиуса линзы от номиналы ой величины (так называемой «цвет» поверхности) и отклонения формы поверхности линз проверяют сравнением с эталонной поверхностью при изготовлении линзы и не учитывают при комплектации линз.
Неблагоприятное сочетание перечисленных отклонений приводит к существенному ухудшению качества изображения и к необходимости изменения воздушных промежутков объектива после его сборки.
Дефекты поверхностей линз «(бугры», «ямы», двойная кривизна поверхности, «сорванный цвет») и недопустимая оптическая неоднородность стекла (плавная или в виде «свилей») не могут быть скомпенсированы при сборке объектива.
Деформации поверхностей линз и зеркал при креплении в оправах должны быть устранены перед сборкой, так как ухудшение качества изображения, вызванное их воздействием, в процессе сборки нельзя скомпенсировать.
При чрезмерном ухудшении качества объектива от суммарного воздействия указанных выше причин объектив бракуют и возвращают для устранения этих причин.
Важнейшей операцией при сборке объектива является его центрирование.
Центрированием объектива называется расположение центров кривизны всех оптических поверхностей на одной прямой линии, называемой оптической осью объектива:
Смещение центра кривизны поверхности с оптической оси объектива называется децентрировкой поверхности и приводит к ухудшению качества изображения, образуемого объективом, что выражается в появлении «комы» в центре поля изображения и наклоне плоскости изображения с наилучшей резкостью.
Допустимые значения децентрировки для каждой оптической поверхности вычисляют при расчете объектива, учитывают при разработке конструкции и назначении допусков на изготовление деталей и сборку объектива.
Сборка объективов насыпной конструкции
Метод сборки объективов насыпной конструкции называют автоколлимационным методом сборки. Его применяют для объективов, требующих особенно точного центрирования линз, например сильных микрообъективов, светосильных киносъемочных объективов, широкоугольных фотообъективов.
Метод сборки заключается в центрировании базовых поверхностей оправы относительно оптической оси линзы. Затем оправы с линзами вставляют в корпус объектива с минимальным зазором по диаметру оправ. В результате центры кривизны поверхностей линз будут расположены с достаточной точностью вблизи геометрической оси корпуса объектива, т. е. обеспечивается хорошая центрировка объектива. Конструктивное оформление, объектива, собранного автоколлимационным методом, показано на рис.1.
Линзы, предназначенные для автоколлимационной сборки, в оптическом цехе центрируют с невысокой точностью (0,03—0,1 мм). Оправы для линз изготовляют в механическом цехе с припусками по наружному диаметру и торцам. Затем линзы закрепляют в оправах завальцовкой или резьбовым кольцом.
Рассмотрим чертеж линзы фотообъектив в оправе для автоколлимационной сборки (рис.2).
На чертеже обычно указывают допустимые децентрировки поверхностей А и Б относительно геометрической оси оправы ![]() 20**. Допустимые децентрировки берут из оптической схемы объектива. Центры кривизны поверхностей линзы, закрепленной в оправе, расположены относительно оси оправы линзы с децентрировками, превышающими допустимые (так как оправа под линзу изготовлена заранее в механическом цехе по 2-му или 3-му классам точности, а линза имеет децентрировку при изготовлении в оптическом цехе).
20**. Допустимые децентрировки берут из оптической схемы объектива. Центры кривизны поверхностей линзы, закрепленной в оправе, расположены относительно оси оправы линзы с децентрировками, превышающими допустимые (так как оправа под линзу изготовлена заранее в механическом цехе по 2-му или 3-му классам точности, а линза имеет децентрировку при изготовлении в оптическом цехе).
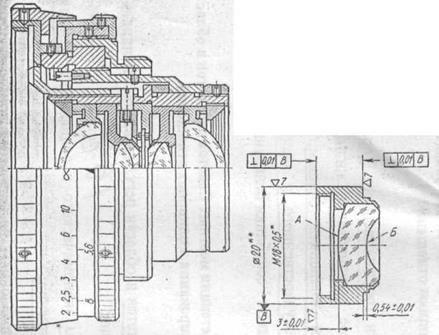
Рис.1. Широкоугольный фотообъектив «Руссар МР-2» (![]() =20мм).
=20мм).
Рис.2. Пример чертежа линзы для автоколлимационной сборки.
Децентрировку можно уменьшить до допустимой величины, если линзу в оправе на специальном центрировочном патроне смещать и разворачивать таким образом, чтобы центры кривизны ее поверхностей совместились с осью вращения шпинделя токарного станка, после чего обработать базовые поверхности оправы. При этом оптическая ось линзы совмещается с геометрической осью оправы с требуемой точностью.
Рассмотрим схематически процесс центрирования линзы. На рис. 3, а изображена линза, установленная в центрировочном патроне. Линза установлена так, чтобы центр кривизны наружной поверхности линзы ![]() был расположен в одной плоскости с центром кривизны О сферической части патрона. Центры кривизны поверхностей линзы
был расположен в одной плоскости с центром кривизны О сферической части патрона. Центры кривизны поверхностей линзы ![]() и
и ![]() смещены относительно оси шпинделя станка и при вращении шпинделя описывают окружности. Смещения центров кривизны с оси вращения шпинделя наблюдают и измеряют с помощью автоколлимационной центрировочной трубки ЮС-13, разработанной А.А. Забелиным.
смещены относительно оси шпинделя станка и при вращении шпинделя описывают окружности. Смещения центров кривизны с оси вращения шпинделя наблюдают и измеряют с помощью автоколлимационной центрировочной трубки ЮС-13, разработанной А.А. Забелиным.
Трубку укрепляют на задней бабке токарного станка. Вращением винтов 1, расположенных через 90° вокруг оси шпинделя, подвижную часть патрона смещают в плоскости, перпендикулярной к оси шпиндели, так, что центр кривизны линзы ![]() совмещается с осью шпинделя (рис. 3, б). Биения центра кривизны
совмещается с осью шпинделя (рис. 3, б). Биения центра кривизны ![]() при вращении шпинделя в этом случае не наблюдается, биение центра кривизны
при вращении шпинделя в этом случае не наблюдается, биение центра кривизны ![]() увеличивается. Вращением винтов 2, перемещающих сферическую часть патрона, центр кривизны
увеличивается. Вращением винтов 2, перемещающих сферическую часть патрона, центр кривизны ![]() совмещают с осью шпинделя (рис.3, в). При этом центр кривизны
совмещают с осью шпинделя (рис.3, в). При этом центр кривизны ![]() не смещается с оси шпинделя, так как он был расположен, в одной плоскости с центром сферической части патрона. При вращении шпинделя биение обоих центров кривизны линзы отсутствует. В результате оправа линзы будет иметь перекос, но оптическая ось линзы будет совмещена с осью шпинделя. Вызванный юстировкой перекос оправы устраняют проточкой резцом 3 ее торца и наружной поверхности, не снимая линзы с центрировочного патрона. Наружную поверхность оправы линзы с
не смещается с оси шпинделя, так как он был расположен, в одной плоскости с центром сферической части патрона. При вращении шпинделя биение обоих центров кривизны линзы отсутствует. В результате оправа линзы будет иметь перекос, но оптическая ось линзы будет совмещена с осью шпинделя. Вызванный юстировкой перекос оправы устраняют проточкой резцом 3 ее торца и наружной поверхности, не снимая линзы с центрировочного патрона. Наружную поверхность оправы линзы с ![]() 20** протачивают до размера, равного диаметру корпуса объектива, с минимально необходимым зазором (порядка 0,01 мм). Торец оправы подрезают так, чтобы можно было выдержать указанный на чертеже линзы размер 0,54 ± 0,01 мм. Расстояние от линзы до торца при подрезке измеряют индикаторным приспособлением, показанным на рис. 4, а. Затем линзу снимают с центрировочного патрона и устанавливают в цанговый патрон токарного станка на обработанное базовые поверхности. Подрезают второй опорный торец оправы таким образом, чтобы выдержать размер 3±0,01 мм до второй поверхности линзы (см. рис. 4, б). Процесс центрирования линзы окончен.
20** протачивают до размера, равного диаметру корпуса объектива, с минимально необходимым зазором (порядка 0,01 мм). Торец оправы подрезают так, чтобы можно было выдержать указанный на чертеже линзы размер 0,54 ± 0,01 мм. Расстояние от линзы до торца при подрезке измеряют индикаторным приспособлением, показанным на рис. 4, а. Затем линзу снимают с центрировочного патрона и устанавливают в цанговый патрон токарного станка на обработанное базовые поверхности. Подрезают второй опорный торец оправы таким образом, чтобы выдержать размер 3±0,01 мм до второй поверхности линзы (см. рис. 4, б). Процесс центрирования линзы окончен.
Устройство автоколлимационной трубки ЮС-13. Схема автоколлимационной трубки ЮС-13 приведена на рис. 5. Прозрачное перекрестие па зеркале 8 трубки, подсвеченное осветителем 7, проецируется объективом 2 на плоскость, в которой расположен центр ![]() кривизны центрируемой линзы 1.
кривизны центрируемой линзы 1.

Рис.3. Центрировочные линзы.

Рис.4. Обработка оправы линзы после центрирования