Реферат: Система инструментального обеспечения автоматизированного производства
Станки с ЧПУ, встраиваемые в ГПС, поставляются с расширенными комштекхами режущих и вспомогательных инструментов, выбор которых определяется видом и типоразмерами обрабатываемых на станках изделий.
Набор режущего и вспомогательного инструмента, соответствующий технической характеристике определенных моделей станков с ЧПУ, образует технологический комплект.
Для обработки наружных основных поверхностей с прямыми уступами используют резцы подходные подрезные ((р = 95° и (р ] = 5°) и контурные резцы для чистовой ((р = 93° и (р i = 32°) обработки, для контурной обработки — контурные (ср = 63° и (р j = 62°) резцы (табл. 1).
Для обработки наружных дополнительных поверхностей используют канавочные угловые резцы, прорезные, канавочные торцевые, резьбовые (е = 60°; 55°) и отрезные резцы (табл. 2).
Для обработки внутренних основных поверхностей используют расточные проходные резцы (д> = 95° и (р i - 5°) для черновой обработки и расточные контурные резцы (ср = 93° и (р 1 = 32°) для чистовой обработки.
Для обработки внутренних дополнительных поверхностей применяют канавочные резцы, прорезные резцы и резьбовые с углом при вершине е = 600; 550 (для метрических и дюймовых резьб).
На токарных станках с ЧПУ с револьверными головками режущий инструмент крепят либо непосредственно в револьверной головке (рис. 1, а), либо с помощью резцедержателей. Для этой цели применяются вспомогательные инструменты с цилиндрическим хвостовиком и базирующей призмой.
В подсистеме вспомогательного инструмента с цилиндрическим хвостовиком (рис. 1,6) соединение резцедержателей 1 с револьверной головкой обеспечиваю: цилиндрические хвостовики с прецизионной по шагу гребенкой (рис. 2, а) Зубья гребенки зацепляются с зубьями втулки 2, ось которой расположена под уши в плоскости, перпендикулярной к плоскости оси хвостовика державки. При завинчивании винта 3 зубцы втулки 2 закрепляют резцедержатель одновременно в осевом и радиальном направлениях.
В подсистеме вспомогательного инструмента с базирующей призмой (рис. 1), в соединение резцедержателей с револьверной головкой обеспечивается присоединительными элементами (рис. 2,6)
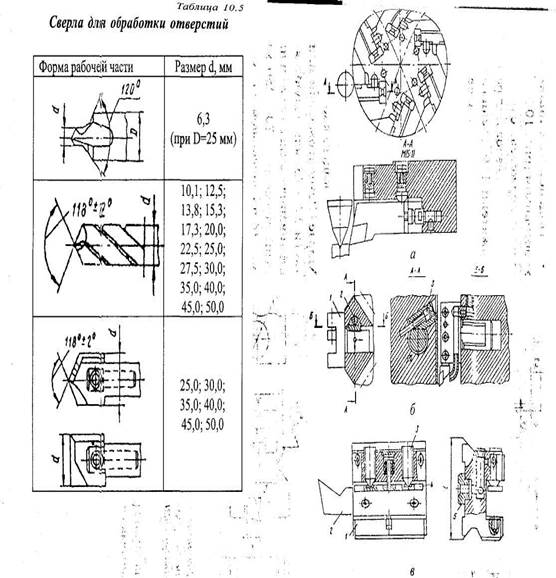
Рис. 1 Резцедержатели токарных станков с ЧПУ
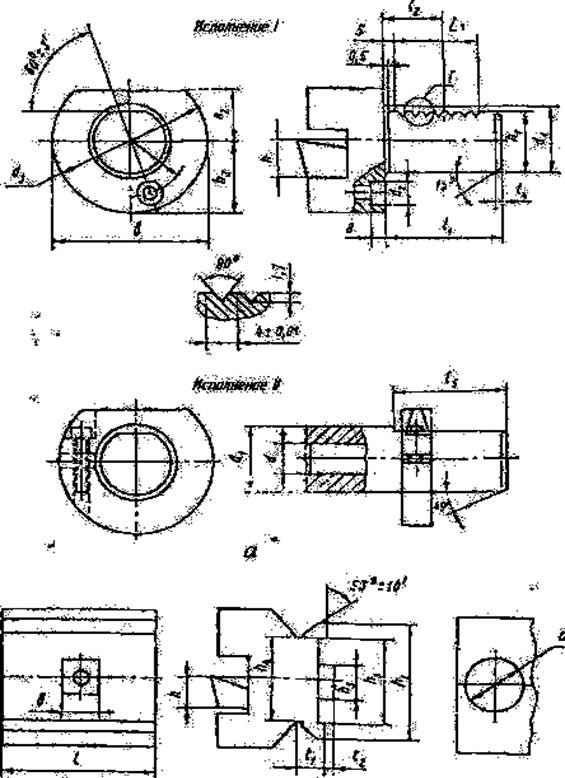
Рис. 2 Варианты исполнения резцедержателей а - с цилиндрическим хвостовиком, б – с базирующей призмой
Подсистема с цилиндрическим хвостовиком (рис. 3, а) выключает резцедержатели с различным расположением пазов под резцы. Резцедержатели 1-9 предназначены дли закрепления резцов сечением от 16x16 мм до 40x40 мм. В переходной втулке 10 устанавливают режущий инструмент или переходной вспомогательный инструмент с хвостовиком 16.. .40 мм. Державки 11 предназначены для установки перовых сверл, переходная жесткая втулка U и патрон 13 с самоустанавливающейся втулкой — для режущего инструмента, имеющего хвостик с конусом Морзе.
Резцедержатели или борштанги 14 и 15 используются для растачивания резцами глубоких отверстий диаметром 70...250 мм. Патрон 16 предназначен для установки метчиков Мб. ..МП. Переходная разжимная втулка 17 применяется дм крепления инструмента с цилиндрическим хвостовиком диаметром 8...32 мм, переходные втулки 18, 19 с диаметрами отверстий 36 мм 48 мм позволяют использовать н; станках токарной группы инструмент сверлильно-расточных и фрезерных станков. Подсистема вспомогательного инструмента с базирующей призмой (рис. 3, б включает двусторонний резцедержатель 1, резцедержатель 2 с открытым перпендикулярным пазом, двухрезцовый резцедержатель 3, распределитель 4 охлаждающая жидкости, трехсторонний резцедержатель 5, держатель б для крепления инструмента с цилиндрическим хвостовиком диаметром 30...60 мм. Держатель 7 служит дл установки инструмента с цилиндрическим хвостовиком и отверстием, параллельны базовой поверхности, а держатель 8 выполнен с отверстием, перпендикулярным к базовой поверхности.
2. Инструмент для сверлильно-фрезерно-расточных станков с ЧПУ
Номенклатура режущего инструмента, применяемого для сверлильно-фрезерно-расточных станков с ЧПУ: центровочные сверла, сверла, зенкеры, развертки хвостовые, развертки насадные, зенковки (конические, цилиндрические), метчики, расточные резцы, пластины перовых сперл, фрезы 9концевые, шпоночные. Дисковые, трехсторонние, торцевые).
Для закрепления режущих инструментов применяется сборный вспомогательный инструмент, разделенный на элементы, соединяемые между собой поверхностями, обеспечивающими удобное и быстросменное крепление. Соединение режущего и вспомогательного инструмента осуществляется посредством цилиндрических и конических хвостовиков (конус Морзе), а вспомогательного инструмента со шпинделем — с помощью хвостовиков с конусностью 7:24. Номенклатура конусов 7:24 предусматривает следующие типоразмеры: 30,40,45,50, 55,60. Наибольшее применение находят хвостовики с конусом 40 и 50 (рис. 4).
3. Устройства для настройки инструмента
Размерная настройка инструмента вне станка заключается в установке режущей кромки инструмента или ее вершины в радиальном и осевом направлении на заданном расстоянии от базовых поверхностей оправки или резцового блока. Для этого посадочные места и базирующие элементы устройств для настройки инструментов вне станка выполняются в строгом соответствии с базирующими элементами станков, предназначенными для установки инструмента.
В устройстве БВ-2011 (рис. 5, а) инструментальный блок 1 устанавливается в переходной плите 2. Она монтируется и настраивается на столе 3 с помощью эталонного блока 4 так, чтобы при подводе каретки устройства с визирным микроскопом 6 вершина эталонного блока совпала с перекрестием осей «А» в поле зрения микроскопа. Выверка и настройка эталонного блока производится с помощью индикатора 5 и набора концевых мер, соответствующих расстоянию вершины от расчетной базовой плоскости резцедержавки.
Прибор БВ-2026 (рис. 5, б) монтируется на тумбе /, в которой установлены блоки преобразователей устройств цифровой индикации (УЦИ), автомат-предохранитель и трансформатор проектора. На приборе 2 размещены две взаимно перпендикулярные каретки — верхняя (поперечная) 6 и нижняя (продольная) 7, которые перемещаются на шариковых направляющих. На верхней каретке установлен кронштейн с проектором 5. Слева на основании укреплен кронштейн 3 с УЦИ 4. Точная установка координат каретки обеспечивается узлами микропередачи. На поверхности А прибора крепится специальная подставка (имитирующая конструкцию без револьверной головки), в которую устанавливают инструментальный блок. В качестве отсчетных систем используют устройства модели 5147/1 цифровой индикации с индуктивными датчиками перемещений.
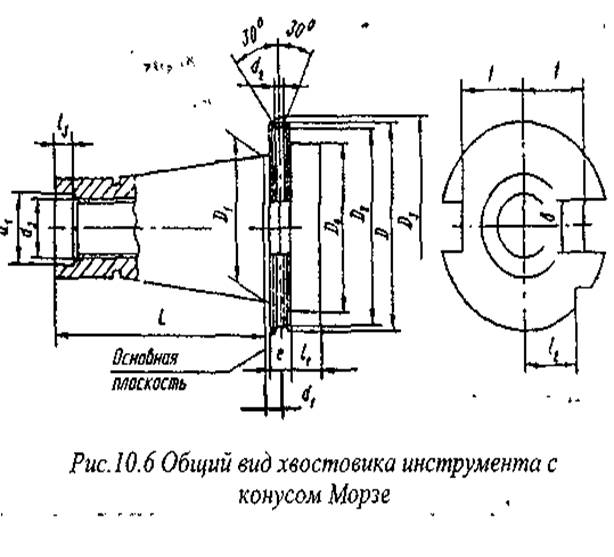
Рис. 4
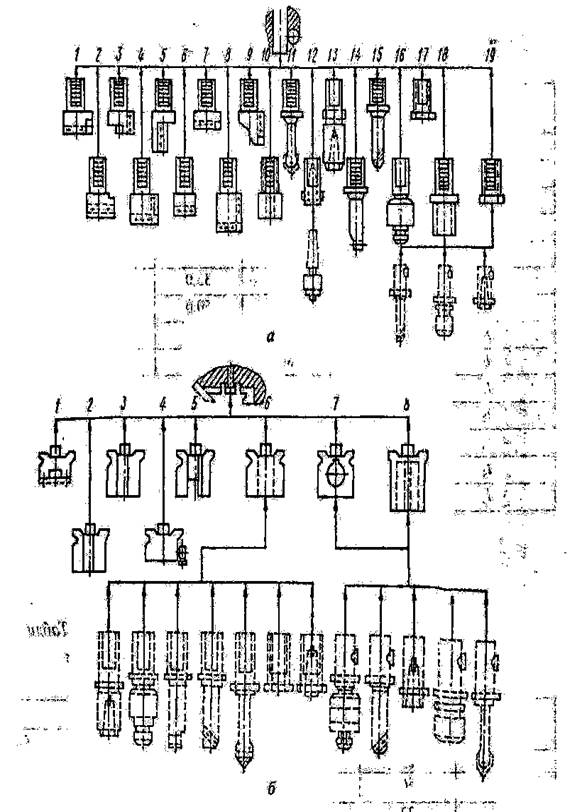
Рис. 3 Схемы компоновки инструментальных блоков вспомогательных инструментов с цилиндрическим хвостовиком (а) и с базирующей призмой (б)
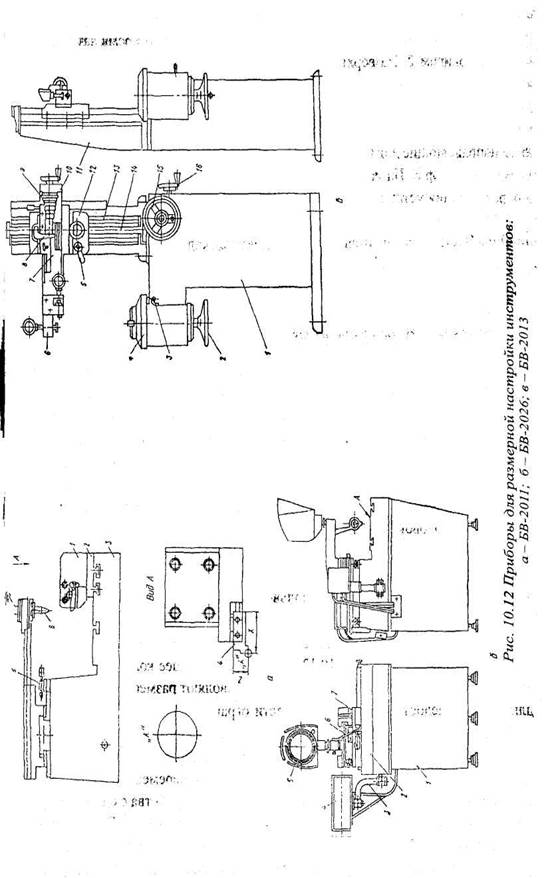
Рис. 5
4. Устройства для автоматической смены инструмента
Особенности устройств автоматической смены инструмента (АСИ) оказывают существенное влияние на конструкцию инструмента, которая должна обеспечить возможность его захвата, фиксации, укладки в магазин, установки в шпиндель.
Классификация способов и устройств АСИ зависит от типа станка, расположения шпинделя, количества и типов применяемого инструмента, времени смены инструмента. Классификация способов и устройств АСИ приведена на рисунке 6, Револьверные шпиндельные головки (рис. 6, а) в последние годы применяются реже из-за малого числа размещаемого в них инструмента и неточностей, вносимых индексацией головок, а также недостаточной их жесткостью. Сменные многошпиндельные головки (рис. 6, б) используют в многооперационных станках при изготовлении крупных серий деталей. Магазины шпиндельных гильз (рис. 6, в) лишены недостатков, свойственных револьверным шпиндельным головкам, но имеют высокую стоимость вследствие необходимости изготовления большого числа прецизионных шпиндельных узлов. Револьверные магазины с постоянным положением относительно шпинделя (рис. 6, г) содержат большее количество инструмента, чем револьверные шпиндельные головки, и позволяют разместить шпиндель любой длины.
К их недостаткам следует отнести ограниченную емкость магазина, большой вылет шпинделя, что снижает точность обработки, а также существенное загромождение рабочей зоны станка. Магазины инструментов без автооператоров (рис. 6, д) требуют дополнительного радиального перемещения, что ограничивает их емкость и количество вариантов компоновок. Устройства с одним загрузочным оператором (рис. 6, е) получили широкое распространение. При повороте автооператор захватывает одновременно оправки с предыдущим и последующим инструментом, затем осевым перемещением выталкивает их из магазина и шпинделя, поворотом на 1800 меняет местами и обратным осевым движением посылает предыдущий инструмент в магазин, который в компоновке нельзя располагать далеко от шпинделя. Магазин с автооператором на каждый инструмент (рис. 6, ж) имеет ограниченную емкость или же получается громоздким. Обслуживание устройства, расположенного в рабочей зоне, затруднено. Магазины с загрузочными и транспортными автооператорами (рис. 6, з) могут быть размещены на достаточном удалении от шпинделя, в удобном для обслуживания месте. Усложнение, связанное с дополнительным автооператором, компенсируется возможностью изготовления магазинов в виде независимых агрегатных узлов различной емкости.
Устройства с автооператором-накопителем инструмента (рис. 6, и) применяют с целью исключения использования большого магазина и ускорения АСИ при повторяющемся применении наиболее характерного для данной детали режущего инструмента. В комбинированном устройстве (рис. 6, к) револьверную шпиндельную головку используют в сочетании с магазином М, из которого легкие инструменты автоматически загружаются поочередно в два противоположных шпинделя. В остальных шпинделях устанавливают тяжелые инструменты, закрепляемые вручную. В комбинированном устройстве со специализированными шпинделями (рис. 6, л) двухшпиндельная револьверная головка для легких инструментов автоматически загружается из магазина М, а шпиндель, предназначенный для тяжелых инструментов, загружают вручную или из особого магазина. Сочетание револьверной головки и магазина позволяет время АСИ свести к времени индексации головки, поскольку поиск и загрузка-разгрузка инструментов совмещены с работой станка. Специализация шпинделей позволяет приспособить их к условиям работы и уменьшить размеры магазина.
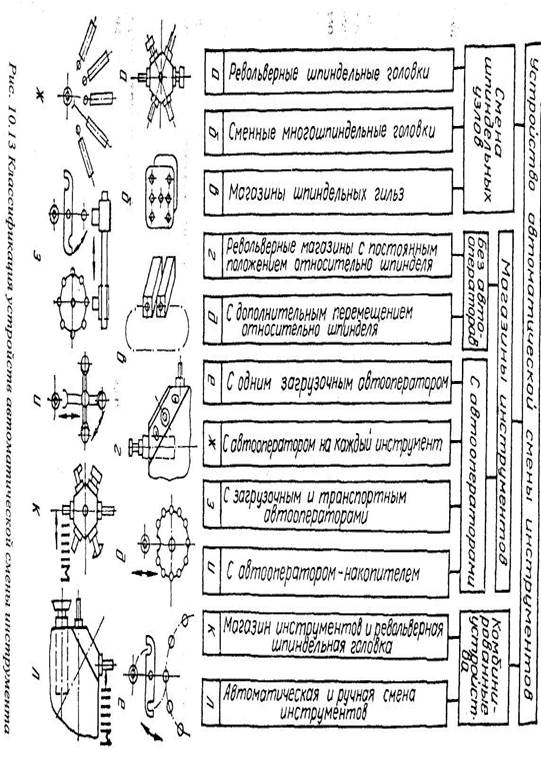
Рис. 6
Список литературы
1. Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов вузов. – К.: ИД «Профессионал», 2004. – 304 с.
2. Автоматизированная подготовка программ для станков с чпу, (Справочник)/ Р.Э. Сафраган, Г.Б. Евгенев, А.Л. Дерябин и др.; Под общей ред. Р.Э. Сафрагана. - К.: Техника, 1986. – 191 с.
3. Р.И. Гжиров, П.П. Серебреницкий. Программирование обработки на станках с чпу. Справочник, - Л.: Машиностроение, 1990. – 592 с.