Реферат: Термическая обработка металлов
Режим: нагрев в карбюризаторе до 920-950о С, подстуживание до 840-860о С, закалка в масле.
![]()
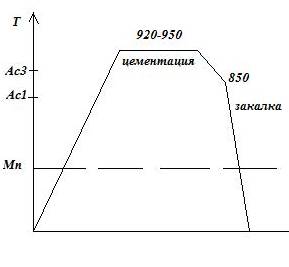
Рис 2. Цементация с закалкой
В результате закалки получается структура - мелкоигольчатый мартенсит с остаточным аустенитом.
III . Следующим этапом термической обработки зубчатого колеса будет низкотемпературный отпуск.
Отпуск – это процесс приближения неравновесной структуры к равновесной. Отпуск заключается в нагреве стали до температуры ниже Ас1, выдержка при заданной температуре и последующее охлаждение с заданной скоростью.
При отпуске происходит частичный или полный распад мартенсита, уменьшаются или полностью устраняются внутренние напряжения, повышается пластичность, снижается твердость и хрупкость.
Низкотемпературный отпуск заключается в нагреве до температуры 180-200![]() С, не выше температуры Мн. Структура: мартенсит отпуска. немного снимаются внутренние напряжения, сталь становится менее хрупкой, твердость остается высокой. Применяется для инструментов или деталей машин, где требуется высокая твердость.
С, не выше температуры Мн. Структура: мартенсит отпуска. немного снимаются внутренние напряжения, сталь становится менее хрупкой, твердость остается высокой. Применяется для инструментов или деталей машин, где требуется высокая твердость.
В нашем случае мы производим нагрев до температуры 180-200![]() С с последующим охлаждением на воздухе.
С с последующим охлаждением на воздухе.
![]() Т
Т
Ас1 --------------------------------- 727о С------------------------------------
Мн ---------------------220о С-------------------------

воздух
![]() М+Аост Мотп τ
М+Аост Мотп τ
Рис. 3. Низкотемпературный отпуск
В результате получается структура мартенсит отпуска.
Низкотемпературный отпуск является окончательным видом термической обработки для зубчатого колеса.
![]() Т
Т
![]()
![]()
 880-900о С 920-950о С
880-900о С 920-950о С
![]()
![]()
![]() Ас3------------------------------------------------------------------------------------------------------- -- 850о С-----------------------------------
Ас3------------------------------------------------------------------------------------------------------- -- 850о С-----------------------------------
Ас1----------------------------------- 580-600о С--------------------------------------------------------------------------------------------------
 |
480-500о С воздух масло
Мн--------------------------------------------------------------------------------------------------------------------------------- 180-200о С----
 воздух
воздух
Рис. 4. Термическая обработка конического зубчатого колеса τ
Окончательная структура зубчатого колеса – мартенсит отпуска

Рис. 5. Мартенсит отпуска
После изготовления и проведения термической обработки, мы получили коническое зубчатое колесо, полностью удовлетворяющие эксплуатационным требованиям.
Окончательным видом обработки конического зубчатого колеса, предающей ему товарный вид, является очистка от окалины и технической грязи. Очистка производится в травильной машине с последующей промывкой. Это позволяет удалить с поверхности зубчатого колеса окислы.
Оборудование для нагрева
Камерная печь с вы движным подом
Камерные печи с выдвижным подом могут быть топливными и электрическими. На рис. 6 представлена камерная топливная печь с выдвижным подом типа ТДО. Под 3 печи монтируется на сварной раме 4 и футеруется шамотным нормальным или легковесным кирпичом. Рама 4 перемещается на катках 5 или устанавливается на колеса. Для выкатки пода используют специальные механизмы. Подъем заслонок 1 осуществляется электролебедкой 2, иногда применяют и гидроподъемники. Максимальная температура нагрева изделий в печах ТДО достигает 1100°С. Контроль температуры автоматический.
Камерные печи с выдвижным подом применяют в основном для отжига.
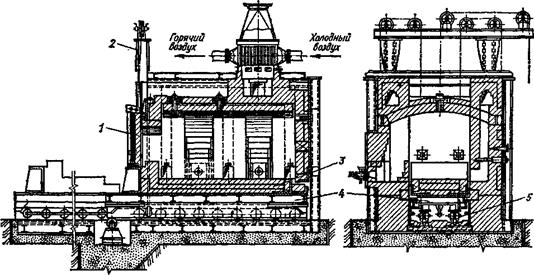
Рис. 6. Камерная топливная печь с выдвижным подом типа ТДО
Механизированная камерная электрическая печь
Механизированная камерная электрическая печь приведена на рис. 7. Печи такого типа имеют индекс СНЗА. Печь имеет две камеры – закалочную и нагревательную 5. Поддон с деталями поступает сначала в закалочную камеру, в нижней части которой расположен закалочный бак 1 . Затем с помощью цепного механизма 6 поддон с деталями перемещается в нагревательную камеру. После нагрева поддон снова передвигается в закалочную камеру и вместе со столиком 3 погружается в бак с маслом. После закалки столик поднимается, закалочную камеру разгружают и снова загружают.