Реферат: Точность и стабильность технологических процессов производства продукции ПРУП МЗ СИиТО
Это достигается за счет:
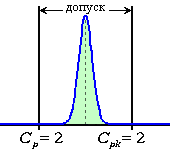
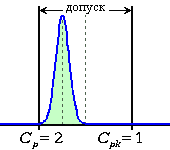
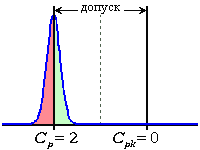
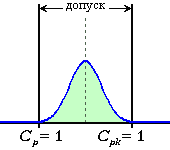
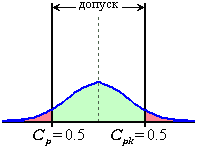
· уменьшения разброса, что ведет к увеличению Cp ;
· центрирования процесса внутри поля допуска, что увеличивает Cpk .
Различные варианты настройки процесса и соответствующие значения индексов показаны в таблице:
 |  |  |
|  |  |
При контроле качества следует различать воспроизводимость процесса и оборудования. Принято считать, что оборудование является отдельным элементом производственного процесса. В то же время процесс включает в себя совокупность персонала, оборудования, методов выполнения технологических операций, а также окружающей среды.
Для количественной оценки воспроизводимости как процесса, так и оборудования используются аналогичные индексы:
| Cp , Cpk | Индексы воспроизводимости процесса |
| Cm , Cmk | Индексы воспроизводимости оборудования |
Отличие между Cp и Cm (а также между Cpk и Cmk ) заключается в способе получения исходных данных, используемых при их расчете. При проверке воспроизводимости оборудования сбор исходных данных производится в течение короткого промежутка времени, что позволяет исключить влияние факторов, изменяющихся во времени (например: износ инструмента, усталость оператора и т.д.). В результате удается выявить только те факторы, которые непосредственно связаны с оборудованием. Пример сбора исходных данных при проверке воспроизовдимости оборудования приведен в Приложении
При анализе воспроизводимости оборудования обычно требуют, чтобы
Cm ![]() 1.33 и Cmk
1.33 и Cmk ![]() 1.33,
1.33,
Индексы воспроизводимости Cr , Cpm , K
Наряду с индексами Cp и Cpk применяют и другие показатели воспроизводимости процесса. Они определяются следующими соотношениями:
![]() ,
,
![]() ,
,
![]() ,
,
где ![]() - среднеквадратическое отклонение процесса от середины допуска (а не от своего среднего значения, как это принято при вычислении
- среднеквадратическое отклонение процесса от середины допуска (а не от своего среднего значения, как это принято при вычислении ![]() ).
).
Очевидно, что Cpm учитывает центрированность процесса и в случае, когда процесс смещен относительно центра допуска, Cpm < Cp .
Аналогично, К является мерой смещения среднего от середины допуска. Этот показатель должен быть близок к 0.
Оценка нормальности статистического распределения
Приведенные выше показатели воспроизводимости вычисляются для процесса, имеющего нормальное распределение. Поэтому при анализе результатов измерений необходимо убедиться в том, что нормальное распределение достаточно точно описывает статистические свойства процесса. Грубую оценку нормальности можно осуществить по следующим правилам:
· измеренные значения должны быть приближенно симметричны (половина значений должна быть больше среднего, а другая половина - меньше среднего);
· 68% данных должно находится в границах ![]() и примерно 95% - в границах
и примерно 95% - в границах ![]() .
.
Такая проверка редко проходит полностью. Считается удовлетворительным, если более 5% измеренных величин находятся вне пределов ![]() .
.
Другим способом проверки нормальности распределения, является графический метод. Он заключается в нелинейном преобразовании экспериментальной функции распределения, которая в идеальном случае должна превратиться в прямую. Пользователь имеет возможность визуально оценить насколько полученный график близок к прямой.
Вычисление процента продукции, удовлетворяющей допуску
Более глубокий анализ воспроизводимости процесса предполагает вычисление вероятности того, что контролируемый параметр находится:
· в пределах допуска;
· ниже нижней границы допуска;
· выше верхней границы допуска.
Указанные вычисления основаны на определении площади под соответствующими участками кривой нормального распределения. Для этого необходимо вычислить значение стандартизованной переменной для границ допуска
![]() ,
, ![]() ,
,