Реферат: Упругая и пластическая деформация металлов. Способы обработки металлов давлением
В результате волочения поперечное сечение заготовки уменьшается, а длина увеличивается.
Процесс волочения осуществляется в холодном состоянии и используется для получения тонкой проволоки (от 0.002 до 5 мм), калиброванных продуктов различного профиля и тонкостенных труб. При это получают изделие точных размеров, заданной геометрической формы, с чистой и гладкой поверхностью.
Заготовками могут служить прокат (катаная проволока, прутки, трубы), а так же прессованные профили (прутки, трубы). Окончательные размеры изделий обеспечиваются протягиванием (волочением заготовки) через несколько последовательно расположенных волок, так как степень обжатия материала за один проход сравнительно не велика. Волока (фильер, глазок) изготавливаются из инструментальной стали (У7, У12, Х12М), металлокерамических сплавов (ВК3, ВК6) или технического алмаза.
Технологический процесс волочения состоит из 3 основных стадий:
1. подготовка металла (очистка от окалины, смазывания, заделка концов);
2. волочение по определенному режиму;
3. отделки (удаление дефектов, правка, разрезание на мерные длины, маркировка, консервационное смазывание и пр.).
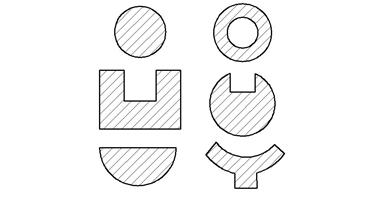
Рис. 3. Примеры профилей, получаемых волочением и т. д.
Прессование
Прессование – это процесс выдавливания металла, заключенного в замкнутой плоскости контейнера, через отверстие матрицы, сечение которого меньше площади сечения контейнера, а форма соответствует форме готового изделия.
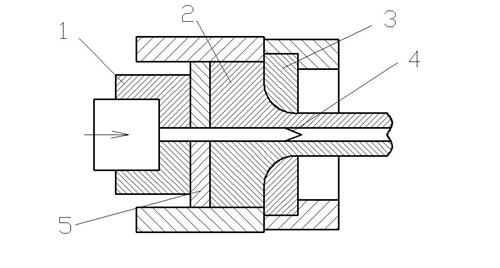
Рис. 4. Схема прессования полого профиля. 1 – пуансон; 2 – металл заготовки; 3 – матрица; 4 – игла; 5 – пресс- шайба;
Процесс прессования осуществляется при температурах горячей обработки металлов давлением, т.е. при их высокой пластичности.
Прессованию подвергают алюминий, медь и сплавы на их основе, цинк, олово, свинец. Прессованием получают разнообразные профили (см. рис.) из специальных сталей, титановых сплавов и других малопластичных металлов; профили сложной формы, которые не могут быть получены другим способом; обычные профили небольших размеров (например, трубы из цветных металлов).
При прессовании металл подвергается всестороннему неравномерному сжатию и поэтому имеет весьма высокую пластичность.
Прутки диаметром 3-250мм; трубы диаметром 20-400мм со стенкой 1,5-12, профили сплошные, полые, с постоянными и переменными
Исходной заготовкой для прессования служит слиток, или прокат круглого сечения. Прессование производится на горизонтальных либо вертикальных гидравлических прессах.
Процесс прессования высокопроизводителен и обеспечивает высокую точность профиля получаемых изделий. Простая замена инструмента – матрицы – позволяет легко переходить к изготовлению изделия другого вида.
Особые требования при прессовании предъявляются к инструменту (матрицам, прессшайбам, пуансонам) работающему в условиях высоких температур и больших нагрузок. Обычно этот инструмент изготавливают из высоколегированных сталей и сплавов, содержащих вольфрам, ванадий, молибден, хром, и другие элементы.
Метод прессования в силу сложности оборудования и высокой стоимости инструмента применяются главным образом в условиях массового производства сложных профилей.
К недостаткам прессования следует отнести большие отходы металла, т.к. весь металл не может быть выдавлен из контейнера.
Ковка
Ковка – вид горячей обработки металлов давлением, при котором металл деформируется с помощью универсального инструмента. Нагретую заготовку укладывают на плоский боек и верхним бойком последовательно деформируют отдельные ее участки. Металл свободно течет в стороны, не ограниченные рабочими поверхностями инструмента, в качестве которого применяют плоские или фигурные (вырезные бойки, а также различный подкладочный инструмент).
Ковкой получают заготовки для последующей механической обработки. Их называют поковками.
В единичном и мелко серийном производствах ковка экономически более целесообразна, чем штамповка, т.к. при ковке используется универсальный инструмент.
К основным формообразующим операциям относятся: осадка, высадка, протяжка, прошивка, отрубка, гибка.
Осадка – операция уменьшения высоты заготовки при увеличении площади ее поперечного сечения.
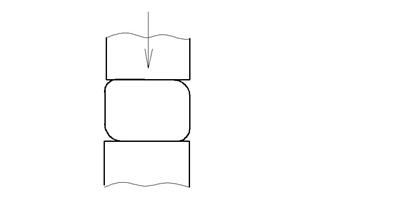
Рис. 5. Осадка
Высадка – металл осаживается лишь на части длины заготовки.
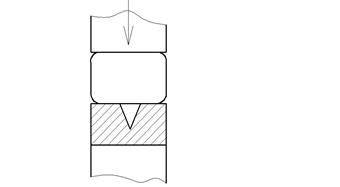
Рис. 6. Высадка
Протяжка – операция удлинения заготовки или ее части за счет уменьшения площади поперечного сечения.
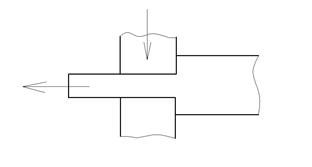
Рис. 7. Протяжка
Прошивка – операция получения полостей в заготовке за счет вытеснения металла.
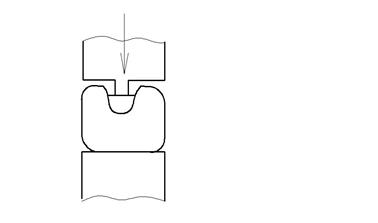
Рис. 8. Прошивка
Отрубка – операция отделения части заготовки по незамкнутому контуру путем внедрения в заготовку деформируемого инструмента.
Гибка – операция придания заготовке прогнутой формы по заданному контуру.
ЛИТЕРАТУРА
1. Технология производства ЭВМ / А.П. Достанко, М.И. Пикуль, А.А. Хмыль: Учеб. – Мн. Выш. Школа, 2004 – 347с.