Дипломная работа: Деталь "корпус поршня"
2zmin – величина промежуточного припуска, мм.
2zmax – максимальный припуск на обработку поверхности заготовки, мм.
![]()
![]() , где
, где
ρкор – погрешность заготовки по короблению, мм
ρсм – погрешность заготовки по смещению, мкм
![]() , где
, где
Δк= 0.5– удельная кривизна заготовки, мкм/мм,
L – длина обрабатываемой поверхности, мм
ρсм = δ=1,2, где δ – допуск на заготовку
ρсмз = 1,2 мм ![]() мкм
мкм
ρо1 = 341х0.06 = 20,46 мкм ρо2 = 341х0.04 = 13,64мкм
ρо3 = 341х0.02 = 6.82 мкм ρо4 = 341х0.002 = 0.682мкм
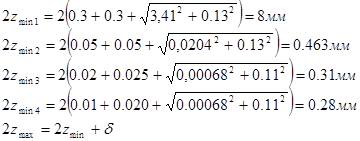
![]()
![]()
![]()
![]()
![]()
Схема полей расположения припусков и допусков.
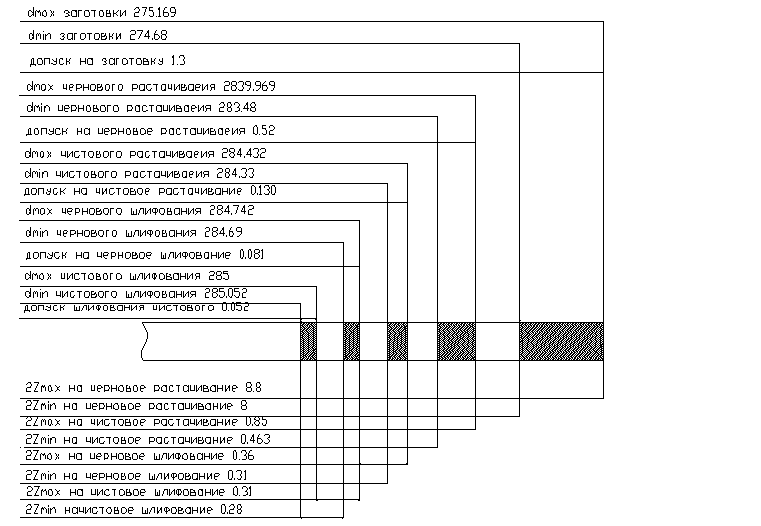
Статический метод определения припусков.
Таблица 2.5.2
| Поверхности и вид обработки | Припуск | Размер | Предельные отклонения |
|
Заготовка Поверхность ø325 Точение |
4.5 |
329,5 325 |
К-во Просмотров: 772
Бесплатно скачать Дипломная работа: Деталь "корпус поршня"
|