Дипломная работа: Изготовление детали кронштейн
1.4. Выбор и обоснование типа производства
Проектирование технологического процесса и разработка его маршрута должны выполняться с учетом типа организации производства. Различают три основных типа машиностроительного производства: массовое, серийное и единичное.
Для оценки типа производства можно воспользоваться характеристикой серийности, в основу которой положена классификация деталей по их массе и габаритам. В нашем случае годовая программа выпуска деталей составляет 11 единиц, и масса 1,96 кг устанавливаем тип производства – единичное.
1.5. Выбор вида и способа получения заготовки. Технико-экономическое обоснование
Расчет заготовки делаем по ГОСТ 7829-70 « ПОКОВКИ ИЗ УГЛЕРОДИСТОЙ И ЛЕГИРОВАННОЙ СТАЛИ, ИЗГОТОВЛЯЕМЫЕ КОВКОЙ». Исходя из размеров готовой делали(220х110х57) производим расчет припусков.
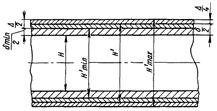
H - обдирочный размер заготовки или номинальный размер детали; dmin - наименьший припуск на размер H ;
d - номинальный припуск на размер H ;
![]() мм
мм
![]() мм
мм
![]() мм м
мм м
H¢ min - наименьший размер поковки:
![]() мм
мм
![]() мм
мм
![]() мм
мм
H¢ - номинальный (расчетный) размер поковки:
![]() мм
мм
![]() мм
мм
![]() мм
мм
H¢ max - наибольший размер поковки:
![]() мм
мм
![]() мм
мм
![]() мм
мм
D - поле предельных отклонений размера поковки
![]() мм
мм
![]() мм
мм
![]() мм
мм