Дипломная работа: Керамические строительные материалы и изделия
Зависимость коэффициента сжатия от величины прессового давления выражают уравнением прессования. Для глиняных грубозернистых порошков наиболее удовлетворительное совпадение с опытом дает уравнение вида
![]()
где З величина прессового давления; а и n— константы, определяемые экспериментом.
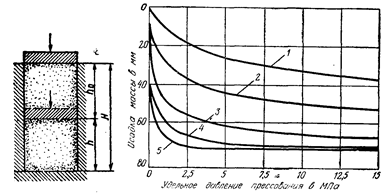
Графическую зависимость между осадкой и удельным давлением прессования изображают в виде компрессионной кривой. Она является основной характеристикой деформативных свойств (прессуемости) порошка. Компрессионные кривые некоторых порошков приведены на рис. 98. Из графика видно, что с увеличением удельного давления и влажности осадка возрастает.
|
| Рис. 97. Схема к определению понятия «осадки» |
По мере возрастания давления осадка сначала интенсивно развивается, затем начинает затухать и при достижении некоторого давления, характерного для каждого порошка с данными свойствами, почти полностью прекращается. Это указывает на то, что для каждого порошка с присущими ему прессовочными свойствами существует определенное давление, превышать которое не имеет смысла, так как за его пределами дальнейшего уплотнения прессовки почти не происходит.
Прессовое давление, приложенное к штампу, затухает в направлении толщины изделия. Закон распределения давления по толщине прессуемого изделия выражается уравнением

где РН – давление на расстоянии Н от пуансона; Р0 – давление у пуансона; R–гидравлический радиус прессовки
Перепады давления и плотности по толщине прессовки могут быть снижены пластификацией порошков повышением влажности (технологической связки), введением ПАВ, смазывающих веществ и подогревом пресс-формы. Эти же мероприятия снижают неравноплотность в горизонтальных направлениях.
На равноплотность прессовки очень большое влияние оказывает режим прессования. По направленности прессовых усилий различают прессование одностороннее (рис.99,а) и двусторонние (рис.99,б), по кратности их приближения– однократное и многократное прессование, по интенсивности приложения—ударное и плавное прессование.
Двухстороннее прессование уменьшает степень неравноплотности прессовки, поскольку путь необходимого перемещения штампа, т. е. величина Н в уравнениях (92) и (93), сокращается вдвое. Поэтому современные прессы изготовляют с двухсторонним прессованием даже для формования сравнительно тонких изделий.
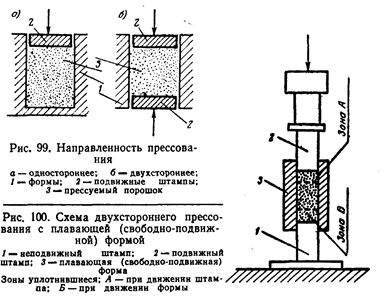
На рис. 99, б показана схема двухстороннего прессования, осуществляемого при помощи двух подвижных штампов. Но двухстороннее прессование может быть также при одном подвижном штампе и плавающей (свободно-подвижной) форме, как это показано на рис. 100. В этом случае нижний штамп неподвижен, а форма может перемещаться относительно штампов, для которой они являются направляющими.
При многократном (ступенчатом) прессовании чередуются между собой стадии нагрузки, когда штамп давит на порошок, со стадиями разгрузки, когда штамп несколько приподнимается и прессовка освобождается от прессующего давления.
Факторы, определяющие качество прессовки, в значительной степени зависят от длительности приложения прессующей нагрузки. Наихудшие результаты получаются при ударном прессовании, наилучшие—при плавном приложении нагрузки. При этом увеличивается плотность прессовки, возрастает ее равноплотность, снижается упругое последействие и воздух наиболее полно удаляется из прессуемого порошка.
Для изделий, спрессованных из порошков, характерными являются так называемые трещины расслаивания. Они возникают на боковых поверхностях прессовки, перпендикулярно направлению прессующего усилия (рис. 102), и выводят изделия в брак. В производственном обиходе их возникновение объясняют обычно «пере-
 Рис. 102. Трещины расслаива-ния в изделиях полусухого прессования
Рис. 102. Трещины расслаива-ния в изделиях полусухого прессования
прессовкой» изделия, что указывает на чрезмерно большое прессовое давление, которое якобы и является причиной их возникновения. Однако в действительности механизм их возникновения гораздо сложней. Непосредственной, ближайшей причиной возникновения трещин расслаивания является упругое расширение прессовки. Расширение является деформацией, а всякая деформация происходит в результате действия каких-то сил. Природа этих сил, возникающих в спрессованном изделии и вызывающих его упругое расширение, объясняется отдельными авторами по-разному. Чаще всего их возникновение объясняют упругим расширением запрессованного воздуха (первый фактор ) и упругим сжатием самой формы (второй фактор ), в которой прессуется изделие. Оба эти фактора, несомненно, играют определенную роль в возникновении трещин расслаивания. Но, кроме того, в работе серией оригинальных опытов было показано, что в действительности отдельные участки прессуемого изделия при одном и том же коэффициенте сжатия и при одном и том же общем прессовом давлении получают неодинаковое уплотнение и стараются сместиться в отношении друг друга. В силу этого в изделии возникает «барический рельеф» (третий фактор ), соответствующий различным давлениям и смещениям, которые испытывали отдельные участки изделия во время его прессования. Напряжения этих смещений и являются зародышами трещин расслаивания.
В соответствии с изложенными представлениями для предотвращения трещин расслаивания рекомендуется применять порошки с возможно большей однородностью зерен по их крупности и, во всяком случае, с удалением из порошка более крупных зерен, оказывающих наибольшее сопротивление сжатию. Повышение влажностной однородности порошка также будет снижать его склонность к образованию трещин расслаивания, так как сопротивление порошка сжатию зависит не только от его гранулометрического состава, но и от его влажности.
Влияние барического рельефа на образование трещин расслаивания не исключает участия в их образовании и запрессованного воздуха, что было подтверждено специальными исследованиями, которыми было установлено, что не весь воздух, содержащийся в порошке, вытесняется из него при прессовании. Подавляющее большинство воздухопроводящих каналов в периферийной части прессовок закрывается при сравнительно низких давлениях—0,5 МПа при влажности порошка 10% и 5 МПа при влажности 8—10%. Коэффициент запрессовки воздуха в порошке Кз.в — доля запрессованного воздуха в общем его объеме в порошке при прессовании тонкозернистых глинистых порошков—находится в пре2 делах 0,37—0,715. Возрастание скорости прессования (переход от гидравлических прессов к рычажным) увеличивает Кз.в на 20—50%.
Увеличение влажности порошка повышает внутреннее давление запрессованного в нем воздуха. Давление его внутри прессовки (при W =10—12%) достигает почти 10 МПа, в то время как при влажности порошка 6—8% давление запрессованного воздуха не превышает 2 МПа. Высокое давление воздуха во влажных порошках приводит к возникновению в прессовках растягивающих напряжений и как следствие к образованию трещин расслаивания. В связи с этим некоторые специалисты рекомендуют прессовать кирпич из порошков пониженной влажности (7—8%), но при более высоких давлениях— 40 МПа.
При медленном прессовании запрессованный воздух более равномерно распределяется в прессуемом порошке, в результате чего предотвращается образование отдельных, более опасных зон, в которых усилия превышают прочность прессовки в момент конца ее сжатия.
Грубозернистые отощенные порошки обладают меньшим Кз.в = 0,303— 0,57; интервал давлений, в которых происходит вытеснение воздуха, растянут у них до 10 МПа, упругое расширение у них ниже—не превышает 4,5%. Поэтому упругое расширение в момент снятия давления у таких порошков почти не происходит и, следовательно, процесса расслаивания не наблюдается.
Четвертым фактором , обусловливающим упругое расширение прессовки, являются упругие деформации плоских глинистых частиц. Поэтому склонность к расслаиванию прессовок возрастает с увеличением содержания глинистой части в порошке.
Для полусухого прессования строительного кирпича серийно изготовляют пресс СМ-01, который является рычажным прессом двухстороннего ступенчатого прессования.
Особенностью этого пресса является то, что подвижные штампы у него только верхние, а двухстороннее прессование они осуществляют при помощи плавающей формы, которая является «манжетом» для нижних неподвижных штампов. Пресс отличается хорошим запасом прочности, в силу чего он работает устойчиво. На некоторых действующих заводах продолжают еще работать прессы СМ-198 (АМ-11), а также СМ-143. Последние выпускают для производства шамотного кирпича и по режиму прессования мало пригодны для нешамоти-рованных глинистых порошков.
3.3. Сушка спрессованного сырца.
На кирпичных заводах полусухого прессования, построенных до 1950 г., сушка сырца в обособленных искусственных сушилках отсутствовала. На этих заводах он досушивался в зоне подготовки кольцевой печи. В них процесс досушки практически нерегулируем, что приводит к снижению качества кирпича и к повышенному выходу брака. На заводах, построенных в 1950—1955 гг., спрессованный сырец сушат в туннельных сушилках на печных вагонетках. Длительность сушки 16—24 ч. Конечная влажность 4—6%. Теплоносителями являются горячий воздух, отбираемый из зоны остывания туннельных печей, а также их отходящие газы. Начальная температура теплоносителя 120— 150° С.
3.4. Обжиг спрессованного сырца.
При обжиге сырца, спрессованного из порошкообразной массы, приходится учитывать своеобразие его структуры, ибо механизм образования керамического черепка у изделий пластического и полусухого прессования неодинаков. Рассмотрим различие этого механизма для случая легкоплавких глин. Структуру свежесформованного сырца пластического формования, т. е. структуру пластичного глиняного теста, в самом схематическом приближении можно представить следующим образом (рис. 103, а). Отдельные агрегированные кусочки глины, а главным образом их тощая составляющая часть — кварцевый песок, распределены более или менее равномерно в суспензии коллоидной фракции 1 глины. Дисперсионной средой этой суспензии является водный раствор растворимых солей, содер