Дипломная работа: Конструкция, методика расчёта конверторов цветной металлургии
Материал кессонов - малоуглеродистая листовая сталь марок ВСтЗ, 15, 20 и СтЗ (как заменитель). Толщина стенок в зависимости от размера кессонов: внутренней стороны 8-16, наружной 6-10 мм. К конструкции и изготовлению кессонов, их обслуживанию и охлаждаемой воде предъявляют требования, аналогичные требованиям к кессонам шахтных печей. Нижние концы боковых кессонов соединены с кессонами-коллекторами. Передняя стенка также водоохлаждаемая; нижняя кромка ее не достигает горловины; зазор между ними перекрывается жаростойкой заслонкой.
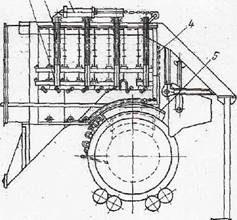
1 – кессон – коллектор; 2 – кессон боковой; 3 – пневмоцилиндр; 4 – передняя стенка; 5 – заслонка передвижная.
Рисунок 4 - Напыльник водоохлаждаемый
Горловина может иметь круглую, прямоугольную и овальную форму; высота горловины 550-900 мм, устанавливается под углом 12-30° к вертикали в сторону фурм. Горловина конвертора КТ-7-80Ц прямоугольная составная: основание цельнолитое из стали 35Л111, крепится к бочке болтами, служит жесткой опорой для трех бронеплит из жаропрочного тугуна марки ЖЧХ-1,5 и одной из жаростойкой стали марки 12Х18Н9ТЛ. Одна бронеплита имеет носок, футерованный кирпичом (для слива продуктов плавки).
Фартук предохраняет корпус и фурмоколлектор от воздействия выбросов штейна во время продувки и слива штейна и шлака; прикрепляется к горловине.
Футеровка корпуса - хромомагнезитовый и магнезитовый кирпич. Толщина футеровки 230-380 мм, а в области фурменного пояса 450-800 мм. Температурные швы составляют около 1 % длины футеровки. Между стенкой корпуса и футеровкой предусматривают засыпку из магнезитового порошка толщиной около 100 мм. Кладка кирпичей ведётся насухо; зазоры между кирпичами заполняют мелким магнезитовым порошком.
Эксплуатация и ремонт конверторов. Конверторы - крупные потребители сжатого воздуха: затраты на дутьё являются одной из основных статей расхода при конвертировании. За состоянием герметичности воздухоподводящей системы, сальниковой головки, фурмоколлектора должен быть установлен повседневный надзор. Воздухоподводящую систему необходимо два-три раза в год очищать от накопившейся пыли и грязи. Загружаемые в конвертор флюсы должны быть воздушно - сухими во избежание взрыва штейна и выброса расплава. Периодически (по местным условиям) необходимо продувать, промывать и очищать кессоны водоохлаждаемых напылышков. Охлаждающая вода должна быть чистой, не содержать механических примесей (ила, песка и. пр.), подводиться к нижним углам кессонов- иметь возможно меньшую жесткость.
Корпус конвертора должен, периодически осматриваться для выявления разрушенной сварки, выпучивания стенок. Во избежание прогорания не допускаются проливы расплава при заливке конвертора.
После очередной; смены футеровки, необходимо контролировать длину пружин шпилек, стягивающих крышки бочки. Нормальная высота сжатых пружин конвертора емкостью 80т равна 280 мм. Во время остановки конвертора на ремонт зубчатый венец и шестерня должны очищаться, от накопившейся грязи; необходимо проверять качество зацепления. Рекомендуемый контакт рабочих поверхностей зубчатой пары: по длине зуба не меньше 40%, по ширине - не меньше 30%, боковой зазор 0,7-2,5 мм. При износе, превышающем 30% первоначальной толщины зуба по начальной окружности, шестерня или венец подлежат замене.
Запрещается регулировать поджатие опорных роликов нагруженного конвертора во избежание перегрузки стяжных шпилек.
Тормозы имеют весьма важное значение для безаварийной работы конвертора - их состояние и работа должны находиться под постоянным, надзором. Тормозы должны эксплуатироваться в строгом соответствии с требованиями инструкций завода-изготовителя. Необходимо своевременно регулировать поджатие главной пружины, заменять тормозную ленту и ремонтировать тормоз. Не реже двух раз в месяц нужно контролировать и регулировать тормозной момент -предельное снижение его составставляет 10% от номинального. Работа конвертора с неисправным тормозом не допускается.
В редукторах и зубчатых муфтах необходимо периодически проверять уровень масла; масло должно заменяться свежим не реже одного раза в 4-6 месяцев, а после пуска - по истечении 2-3 недель. При каждой замене масла необходимо промывать картеры и маслопроводы смесью масла низкой вязкости с дизельным топливом
в соотношении 1:1. Густую смазку от централизованной системы (ручного насоса НРГ, устанавливаемого рядом с конвертором) следует подавать не реже одного раза в смену (марка УС-3). Подшипники зубчатого редуктора ЦТ2-100 смазывают мазью ЦИА'ГИМ-203; в картер заливают масло АКп-10. Этим же маслом смазывают планетарный и кинематический редукторы.
1.3 Конвертор с боковым отводом газов
Существующие конверторы с верхним отводом газов имеют высокую производительность, долговечны, надежны в работе, но загрязняют атмосферу цеха выделяемым в больших количествах (особенно при выходе бочки из-под напыльника) серным газом, выдают отходящий газ с малым содержанием сернистого ангидрида, что обусловлено сильным подсосом воздуха.
Отмеченные недостатки устранены в конверторах с боковым отводом газов. По данным зарубежной практики (Бельгия), эти конверторы выдают газы с 8-10%-ным содержанием сернистого ангидрида (примерно в 2 раза выше, чем в обычных конверторах); из них не выделяются (или выделяются в значительно меньшем количестве) газы в атмосферу цеха; они допускают загрузку материала во время дутья, не требуют установки напыльника. Вместе е тем конструкция конвертора более сложна и громоздка; конвертор занимает примерно на 30% больше площади, чем обычные конверторы той же емкости.
Отечественная конструкция 40 т конвертора (рис.5) разработана СКБ ЦМ и изготовлена Южуралмашем. По сравнению с конвертором фирмы "Хобокен" (Бельгия) в отечественную конструкцию, внесены значительные изменения: упрощена конструкция поворотного П - образного газохода, жестко соединенного с корпусом конвертора и цилиндрической царгой. Царга выполнена стационарной; устранена третья (подпружиненная) опора расположенная в конверторе фирмы "Хобокен" под поворотным- газоходом; усилены вертикальные стенки газохода, улучшена конструкция пылевой камеры; предусмотрено механизированное удаление из нее пыли и др.
|
|
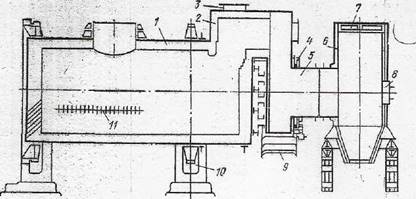
1 – бочка; 2 – П - образный газоход; 3,7,8 – люки для чистки;
4 – уплотнение; 5 – царга; 6 – камера; 9 – противовес; 10 – опора; 11 –фурмы.
Рисунок 5 - Схема конвертора с боковым отводом газов
Фурмовщики. Фурмовщики предназначены для механизации тяжелой работы по очистке (фурмовке) фурмовочных трубок конвертора от настыли. Разделяются они на индивидуальные, устанавливаемое на каждой фурме, и групповые навесного или напольного типа, обслуживающие всё фурмы конвертора. Работают фурмовщики от сжатого воздуха давлением 5-6 кгс/см2 .
На рис.6 дана конструкция индивидуального фурмовщика. При нажатии на пускатель 3 золотник 6 со штоком 4 стаканом 7 и наконечником 8 перемещается в крайнее правое положение и перекрывает отверстия, сообщающие переднюю я заднюю полости золотника с атмосферой, а также отверстие для пуска сжатого воздуха в переднюю полость рабочего цилиндра 9; при этом воздух устремляется под поршень 1, Последний со штоком 2 и фурмовочным ломиком начинает перемещаться вправо, развивая скорость 14- 20 м/с. Ломик очищает стенку трубки, погружаясь в расплав на 110 мм. В передней полости воздух сжимается, давление его передается на золотник, который начинает возвращаться в исходное положение, преодолевая силу расцепителя 5. Под действием большого давления, возникшего в буферной подушке, поршень с ломиком передвигается в обратном направлении.
Фурмовщики совершают около 2000 циклов в 1 мин. Время пребывания ломика в расплаве примерно 0,02 с. Групповая напольная машина (рис.7) состоит из рабочего цилиндра прочистки фурм, 2 с воздухораспределителем 5 принципиальное устройство сходно с показанными на рис.6, механизма перемещения машины 1, блоков фиксации 8, управления. 3 и закрепления машины 4. Платформа 6 передвигается по рельсам 7, автоматически очищая одну фурму за другой.
Испытания фурмовщиков отечественного производства показали, что для условий медных заводов наиболее прогрессивна групповая машина.
2 Вертикальные конверторы
Конверторы вертикального типа применяют в цветной металлургии для конвертирования (рафинирования) ферроникеля. Конвертор работает на кислородном дутье. Кислород под высоким давлением подается в горловину бочки сверху по вертикально подвешенной фурме специальной конструкции. Фурма соединена гибкими рукавами со стационарными коммуникациями, по которым подаются кислород и вода для охлаждения. Опускание фурмы в ванну расплава, подъем и поворот ее осуществляются подъемным и поворотным механизмами. Над конвертором установлен наклонно водоохлаждаемый напыльник (водоохлаждаемый кессон), имеющий отверстие для пропускания фурмы.
В состав конвертирующего агрегата входят: собственно конвертор, фурма, напыльник, домкратная рельсовая тележка для обслуживания днища бочки и телескопический подъемник для футеровочных работ. Краткая техническая характеристика конвертора; КВК.1-30ФН, изготовленного Южно-Уральским машиностроительным заводом, приведена ниже;
Емкость (садка), т…………………………………………………….. 30
Объем рабочего пространства, м3 ……………………………….……38
Наибольшая глубина жидкой ванны, мм……………………………. 900