Дипломная работа: Оценка качества монтажных соединений электронной аппаратуры
Клеевые соединения реализуют сложный механизм, приводящий к межмолекулярным связям между контактирующими поверхностями, следовательно, контролировать прочность клея вне соединения представляется нецелесообразным.
Учитывая полное изменение агрегатного состояния паст в процессе монтажа, контроль их прочности в составе соединения остается единственным способом получения необходимой информации.
Для электрического монтажа, наибольше применение находят припои на основе различных металлов и сплавов. В [1, 2, 8 – 10] приводятся данные по формированию структуры и изменению состава припоя в процессе образования соединения.
Проанализировав дефекты паяных соединений и причины их появления, можно отметить, что среди них одной из основных является состав припоя, который оказывает определяющее действие на его физические свойства.
При рассмотрении физических свойств оловянно-свинцовых припоев можно иметь в виду, что дисперсионное твердение приводит к образованию нежелательных интерметаллических соединений, которые сообщают металлу хрупкость и уменьшают его прочность. Наличие загрязнений на соединяемых поверхностях может существенно повлиять на качество соединений. Кроме остатков органических и минеральных зазрязнений большое влияние на качество могут оказать материалы соединяемых поверхностей приспособлений, присадок.
В оловянно-свинцовом припое при температурах пайки может раствориться менее 0,5 % алюминия. Исследований по растворимости алюминия в оловянно-свинцовых припоях при более высоких температурах не проводилось. При комнатной температуре алюминий не дает твердых растворов ни с оловом, ни со свинцом. В жидком олове незначительное количество алюминия растворяется лишь при повышенных температурах, главным образом выше нормальных температур пайки. В жидком припое алюминий обычно вызывает загустевание расплава и дает на погружаемых в припой деталях зернистость. В литературе указывается, что алюминий уже в количестве 0,001% приводит к «слабому сцеплению, зернистости и тенденции к образованию горячих трещин». Это является одним из ограничением при решении вопросов применения алюминия в соединениях ЭА. Алюминий не смачивается обычными флюсами, приемлемыми для производства электронных приборов, то имеется тенденция изготовлять из него приспособления для пайки. Непрерывная эрозия алюминиевых деталей, происходящая под действием припоя, в конце концов приведет к переходу алюминия в припой, что потребует замены припоя. Если же неизбежно, чтобы некоторые алюминиевые детали контактировали с жидким припоем, то, даже при малой длительности контакта, эти поверхности следует предварительно анодировать. Установлено, что анодированные поверхности противостоят действию расплавленного припоя в течение более длительного времени, чем такие же алюминиевые детали, покрытые их обычными окислами.
Висмут хорошо растворяется в твердом свинце (до 18 % при комнатной температуре) и малорастворим в твердом олове (всего около 1 % при комнатной температуре) в припое является часто легирующей присадкой. Висмут сам по себе улучшает смачиваемость припоя. Его широкое применение ограничивается лишь тем обстоятельством, что он при затвердевании испытывает необычные преобразования решетки. Кроме того, введение висмута в припой повышает сопротивление сплава. Образование твердых растворов повышает сопротивление и охрупчивание чистой фазы.
Железо в твердом свинце не растворяется, но в олове при повышенных температурах оно в некоторой степени растворимо и образует два интерметаллическнх соединения (FeSn и FeSn2 ). Присутствие железа даже в небольших количествах (около 0,1%) приводит к зернистости припоя и чрезвычайно вредно. Железо как таковое при температурах пайки растворяется в припое с трудом. Ванны для пайки чаще всего изготовляют из чугуна, и никаких трудностей в связи с этим не возникает. Вместе с тем при температурах выше 425°С железо легко переходит в расплав оловянно-свинцового припоя. Поэтому очень существенно, чтобы в конструкции, например, ванны не было чрезмерно горячих участков, и чтобы нагревательные элементы не контактировали с расплавленным припоем.
Работая с обычным флюсом, смачивания железа можно избежать, нагревая конструкцию, например приспособление, открытым пламенем до появления синего цвета побежалости или до образования толстого слоя окалины. Сообщений о том, что нержавеющая сталь имеет какие-либо преимущества перед обычным чугуном, не публиковалось, хотя она лучше сопротивляется корродирующему действию флюсов, чем обычные чугун и сталь.
При комнатной температуре растворимость золота в оловянно-свинцовом припое ничтожно мала. Однако золото дает несколько интерметаллических соединений со свинцом (Аu2 Рb и АuРb2 ) и оловом (Аu6 Sn, АuSn, АuSn2 и АuSn4 ). При пайке золота таким припоем шов имеет чрезвычайно тусклую и пористую поверхность; избежать этого можно лишь, выполняя пайку с очень большой скоростью, чтобы интерметаллиды не успели подняться на поверхность. Как сообщается в литературе, максимальное количество золота в ванне припоя не должно превышать 0,02–0,2%, потому что иначе расплав становится чрезмерно загустевшим и тусклым.
В течение многих лет золото считалось прекрасно паяемым материалом, но в настоящее время широкое использование данного металла прекращается.
Растворимость кадмия в твердом олове и твердом свинце пренебрежимо мала. При повышенной температуре возникает интерметаллическая фаза. Однако примерно при 130°С имеет место преобразование, в результате которого эта фаза распадается. Кадмий встречается во многих специальных припоях, предназначенных для работы при низких температурах. Но в случае, если припой подводится из ванны расплава, то кадмий повышает густоту припоя, и при медленном охлаждении ванны на ее дне можно обнаружить шлам, содержащий большую часть кадмия. Очевидно, припой сегрегирует вследствие разницы в температурах плавления тройного сплава и чистого оловянно-свинцового припоя; возможно также, что присутствие кадмия способствует развитию в ванне загрязняющих пленок и толстых окисных слоев.
Магний оказывает на припои такое же действие, как и алюминий. Растворимость магния в олове при комнатной температуре ничтожна, хотя образуется интерметаллическое соединение состава MgSn2 . В свинце магний нерастворим: образующееся в данной системе интерметаллическое соединение имеет состав Mg2 Pb. Так как в электронике магниевые детали встречаются редко, то этот металл в припой почти никогда не вводится.
Медь растворяется в олове и свинце в пренебрежимо малых количествах. Вместе с тем она дает с оловом два интерметаллических соединения (орторомбические Си2 Sn и Си6 Sn5 ). Эти соединения существуют при комнатных температурах и при микрографическом исследовании легко обнаруживаются в виде гексагональных игл, плавающих в припое.
По-видимому, мышьяк не дает твердых растворов ни с оловом, ни со свинцом. На микроструктурах можно наблюдать длинные иглы интерметаллических соединений SnАs2 и SnАs. Так как при пайке узлов электронного оборудования источники попадания мышьяка в ванну отсутствуют, то данный элемент, вряд ли может создавать трудности, связанные с его захватом. В сырье количество мышьяка строго контролируется.
Никель ни с оловом, ни со свинцом твердых растворов не дает. Однако никель образует с оловом три интерметаллических соединения (Ni3 Sn, Ni3 Sn2 и Ni3 Sn4 ). Имеются данные о том, что сера ухудшает смачивание и считается опасной уже в количестве 0,03%. Серу иногда можно вывести из расплава, добавляя в него нашатырь, после чего ванна снова пригодна для пользования. Однако в высококачественном припое количество серы не должно превышать нескольких частей на миллион.
Ни со свинцом, ни с оловом серебро твердых растворов не дает; имеются два интерметаллических соединения серебра с оловом (Аg6 Sn и Аg3 Sn).
При содержании до нескольких процентов серебро в оловянно-свинцовых припоях не считается примесью; при более значительном количестве этого металла припой может загустевать, давая на паяемых поверхностях небольшие бугорки.
Серебро обычно добавляют в припои для пайки серебреной керамики или других тонких слоев этого металла, чтобы предотвратить уход серебра из таких слоев. Если количество серебра в припое превышает 2%, то при охлаждении ванны в ней будет оседать интерметаллическое соединение серебра с оловом, которое удаляют тем же способом, какой был описан для меди.
В олове при комнатной температуре растворяется 6-8% сурьмы, в свинце же при этих температурах растворимость сурьмы мала. Небольшие (до 0,3 %) добавки сурьмы улучшают смачиваемость припоя, в то время как добавки большего количества, постепенно ухудшают смачиваемость. Сурьму используют для того, чтобы затормозить переход олова в его серую модификацию, иногда называемую оловянной чумой. В соответствии с некоторыми государственными стандартами присутствие сурьмы в припое обязательно. Во многих припоях специального назначения сурьма присутствует в сравнительно больших количествах. Проблемы загрязнения припоя сурьмой несущественны, так как ее попадание в расплав маловероятно.
Цинк почти не растворим в твердом олове и, видимо, совсем не растворяется в свинце. Ни с одним из этих компонентов припоя цинк твердых растворов не дает. Имеются сообщения о том, что цинк резко ухудшает свойства припоя. По опубликованным данным уже в количестве 0,005% цинк приводит к недостаточному сцеплению, зернистости и склонности к разрушению припоя во время затвердевания. В электронном оборудовании цинк встречается редко.
На рисунке 1.2 показано влияние окислов и газовых включений на припой. В обычном прутке на поверхности видно сравнительно большое количество окисных включений и обесцвеченных пятен; на поверхности отмечаются также сильная пористость и газовые карманы. Образец припоя вакулой (припой переплавленный в вакууме для удаления газовых включений) имеет блестящую поверхность, газовые карманы отсутствуют.
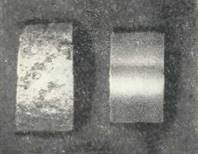
Рисунок 1.2 – Влияние обезгаживания на припой
Сплав одинаковых количеств олова и свинца должен иметь в основном богатую свинцом фазу α в сетке эвтектического состава. Такая структура действительно наблюдается в прутке обычного припоя в состоянии после отливки. Однако при том же увеличении в литом прутке припоя вакулой наблюдается существенно дендритная структура фазы α внутри эвтектической сетки. Данное явление можно объяснить наличием или отсутствием центров кристаллизации внутри охлаждающейся жидкости; в одном случае – в обычном образце – это приводит к возникновению многочисленных небольших кристалликов вокруг большого количества окислов и включений, а в другом – в припое вакулой – к образованию гораздо меньшего числа крупных кристаллов чистого металла.
Таким образом, с чисто научной точки зрения сплав вакулой представляет собой свободный от окислов и газовых включений материал с меньшим количеством центров кристаллизации. Установлено, что он обладает более высокой смачиваемостью для большого числа основных металлов и при затвердевании дает более гладкую и блестящую поверхность. В промышленности этот припой в ряде случаев снизил количество брака на 90 %, позволил получать соединения меньшей толщины и улучшить профиль детали, облегчил контроль соединений; кроме того, внедрение данного припоя привело к одному очень важному побочному эффекту – возможности получить из 1 кг припоя большее число соединений. Ввиду высокой чистоты и малого содержания неметаллических окислов сплав вакулой в производстве получается более стабильным по свойствам и дает более однородные результаты уже при первоначальной плавке.
Особое влияние на свойства припоя оказывают интерметаллические соединения. Приводятся экспериментальные данные по влиянию примесей и присадок на микроструктуру эвтектического оловянно-свинцового припоя. Проводились исследования образующихся в припое интерметаллических соединений и их влияние на микроструктуру сплава, были проведены эксперименты, в ходе которых в эвтектический оловянно-свинцовый припой 63/37 вводилось 15% (по весу) основных присадок и загрязнений. Ниже приводится краткое описание возникавших микроструктур.
На микроструктуре (рисунок 1.3) ясно видна выделяющаяся богатая золотом фаза, принимающая форму пластинчатых кристаллов и представляющая собой золото-оловянный интерметаллид. Кроме того, между золотом и свинцом, который затвердевает вокруг богатых; золотом кристаллических участков, наблюдается вторичная эвтектическая фаза. Наконец, возникает оловянно-свинцовая фаза, имеющая на фотографии более темный цвет.

Рисунок 1.3 – Сплав оловянно-свинцовой эвтектики с 15 % золота; ![]() 200
200
На микроструктуре (рисунок 1.4) видна типичная дендритная структура кадмиевой фазы (содержащей в твердом растворе олово) с сеткой из оловянно-свинцовой эвтектики, включающей в себя некоторое количество α-фазы.

Рисунок 1.4 – Сплав оловянно-свинцовой эвтектики с 15 % кадмия; ![]() 200
200
Светлоокрашенные орторомбические кристаллы медно-оловянного интерметаллида (рисунок 1.5) располагаются в сетке из мелких кристаллов оловянно-свинцовой эвтектики с четкими участками α-фазы, богатой свинцом. Если тигель с припоем, в который введено большое количество меди, охладить до 188 °С и удалить шлам, то образуются игольчатые кристаллы, видимые невооруженным глазом.

Рисунок 1.5 – Сплав оловянно-свинцовой эвтектики с 15 % меди; ![]() 200
200
Образуются (рисунок 1.6) гексагональные плотно упакованные кристаллы интерметаллида серебро-олово, взвешенные в эвтектической оловянно-свинцовой сетке, в которой рассеяны участки, богатые свинцом.

Рисунок 1.6 – Сплав оловянно-свинцовой
эвтектики с 15 % серебра; ![]() 200
200