Дипломная работа: Подготовка колодок к запуску и прикреплению стелек
Введение
Главной задачей обувной промышленности, производящей предметы народного потребления, является более полное удовлетворение потребностей населения в обуви с одновременным повышением ее качества и расширением ассортимента. Выполнение этой задачи тесно связано с повышением эффективности производства, освоением новых материалов, усовершенствованием методов изготовления обуви, химизации производства и др. За последние десять лет в обувной промышленности произошли значительные изменения: широкое применения получили новые искусственные и синтетические материалы для верха и низа обуви, внедрено новое автоматическое и полуавтоматическое оборудование, расширилось применение химических методов крепления низа обуви, внедрен метод жидкого формования низа или полиуретана, пересмотрена нормативно-техническая документация на материалы, обувь и технологию ее изготовления. Все эти изменения были учтены при подготовке настоящего издания. Совершенствование технологии производства обуви будет проводиться в направлении дальнейшего расширения применения химических методов крепления низа; внедрения автоматизированного раскроя рулонных материалов; расширения применения агрегированных и полуавтоматических линий по обработке и сборке узлов низа обуви; организации производства заготовок на швейных и других машинах с элементами автоматики и на автоматизированных швейных машинах со следящей системой и программным управлением; расширение применения полуавтоматических линий сборки обуви; внедрение новых материалов. Вопросами создания рациональной обуви в нашей стране первыми начали заниматься медики. Работы в этом направлении впервые были проведены в конце XIX в. Директором ортопедической лечебницы в Петербурге, доктором Каршневским и профессором анатомии доктором Эрхардом. Традицией русских ученых были развиты советскими учеными, которые провели многочисленные экспериментальные и теоретические исследования в области конструирования обуви. Особенно много работ по изучению отрицательного влияния обуви на стопу появилось при переходе от индивидуального к массовому ее производства. Для организации массового производства обуви необходимо было провести обмер стоп населения для выделения типичных размеров создания рациональной обуви. Этими исследованиями занимались М.А.Петров (1920-1930гг.), Г.Л. Николаев (1931г.) и позже – Ю.П. Зыбин, Б.П. Хохлов, В.В. Бунак, Х.Х. Лиокумович, К.У. Ченцова и др. Большая заслуга в создании науки о производстве обуви принадлежит советским ученым. Так, Б.П. Хохлов разработал способ графического построения колодок, М.Л.Шусторович впервые разработал системы рационального использования обувных материалов, Ю.П. Зыбин разработал теоретически обоснованные системы проектирования колодок и обуви ростовочно-полнотного ассортимента. Существенный вклад в развитие химических методов крепления низа обуви внесли С.А Нисневич и Ф.А. Сапегин, которые впервые в мире разработали клеи для крепления резиновых подошв, а так же И.А. Вейенберг и В.Т. Зуев, принимавшие участие в разработке метода горячей вулканизации. Развитию обувной промышленности способствовала организация производства искусственных и синтетических кож, а так же и других искусственных материалов. Успешному развитию обувной промышленности способствовало создание в нашей стране обувного машиностроения. Впервые в мире коллективом научных работников под руководством М.Д. Смирнова были созданы полуавтоматические линии по сборке обуви.
Исторический обзор обуви
Обувь предназначена для защиты стопы и голени от механических повреждений, охлаждения или перегревания, от воздействия воды и загрязнений. Человек начал пользоваться обувью на очень ранней стадии своего развития. В качестве материала для обуви он применял шкуры животных, куски которых обёртывались вокруг стопы и закреплялись на ней полосками из этой же шкуры или жилами. В древности у римлян и египтян применялась обувь, состоящая из подошвы и отдельных ремешков. В странах с умеренным климатом. Где теплое лето сменяется холодной и снежной зимой, человеку потребовалось защищать не только подошву стопы, но и всю стопу и даже голень. В этих районах основными видами обуви были поршень (моршень), выполненный из одного куска кожи, согнутого в носке и пятке, и стянутый в передней части и по верхнему краю ремешком, а также примитивные сапоги в виде чулка. В обуви такой конструкции требуемая форма придавалась стопой в процессе носки. Постепенно конструкция сапога усложнялась: из одной и тоже кожи делали сапоги с отрезанными голенищами, затем стали изготовлять низ сапог из более толстой кожи. В этот период развития человеческого общества, когда каждая народность развивалась самостоятельно, самобытно развивалась и искусство. Это в основном выражалось в художественном оформлении обуви и одежды, черты которого мы наблюдаем и сейчас в национальной обуви. До сих пор у той или иной народности изготовляется ручным способом национальная обувь, представляющая собой обувь древнейших конструкций. Стремление человека сделать обувь более удобной и прочной приводит к постепенному усложнению ее конструкции, к разделению ее на детали. Этому способствовало развитие ремесел, в том числе выделки кож: для верха обуви стали применять более мягкие кожи, для низа – более жесткие. Дальнейшее развитие сапожного ремесла привело к появлению стельки. Первоначально стельку применяли для смягчения опорной поверхности для стопы и изготовляли из мягких материалов. Стелька как деталь, к которой прикрепляется верх, а иногда и подошва. Появилась позже, при переходе к затяжке обуви на колодку с прикреплением подошвы ниткой или деревянными шпильками. Для укрепления пяточной части обуви постепенно стали применять дополнительную жесткую деталь в пятке - задник. Одним из наиболее древних способов крепления верха с низом обуви является выворотный. Параллельно с ним развивался способ прикрепления подошвы наружным и внутренним швом. С появлением колодки широко распространение получили шпилечные способы крепления подошвы и каблуков. Первоначально колодки применяли только для расправки готовой обуви, а затем для формования по ним деталей в процессе изготовления обуви. Следует отметить, что в прошлом форма обуви резко дифференцировалась в зависимости от имущественного положения населения. Во многих случаях обувь являлась привилегией имущих слоёв населения. Так, в Римской империи для каждого класса населения была установлена особая по форме, цвету и отделке обувь. В средневековье в Центральной Европе регламентировали длину обуви: горожанам и крестьянам разрешалось носить только короткую обувь, тогда как господствующие группы населения могли носить длинную, с загибающимися кверху носками. На Руси повседневной обувью были лапти и кожаная обувь примитивной формы. В царской России большую часть обуви изготавливали вручную; механическим путём изготавливалось всего лишь 16млн. пар обуви в год. После Великой Октябрьской социалистической революции в стране началось объединение мелких и строительство крупных механизированных обувных предприятий. Первыми крупными предприятиями явились организованные в Москве в 1922 г. фабрика «Парижская коммуна» и 1924г. фабрика «Буревестник». Появление новых видов материалов для верха обуви из искусственных и синтетических кож позволило внедрить новые способы обработки заготовок, основанные на применение токов высокой частоты. Созданы специальные установки ТВЧ для тиснения деталей обуви и клеевой сборки заготовок. Проводятся работы по изготовлению обуви из полимеров, полностью исключающие необходимость выполнения сборки заготовок и обтяжно–затяжных процессов.
Технологическая часть
Подготовка колодок к запуску и прикреплению стелек
Подготовка колодок
Колодка – основная технологическая оснастка в производстве обуви и определяет ее внутреннюю форму.
Перед формованием все колодки осматривают и очищают от загрязнений. Поверхности деревянных колодок промывают смывочной жидкостью, чтобы очистить от загрязнений. На колодках не должно быть остатков клея и талька. После чистки деревянные колодки полируют волосяными щетками и воском. Поверхность колодок должна быть чистой и гладкой.
Для запуска на конвейер колодки подбирают по фасону, размером и полноте в соответствии с заданием. Они должны быть парными, соответствовать размеру заготовок верха, иметь исправные клинья, замки, верхние площадки и втулки. Перед надеванием заготовок верха носочные и пяточные части деревянных колодок покрывают тонким слоем сухого талька или 50% - ой смесью талька с водой. Что облегчает съём обуви с колодок, так как при этом не происходит приклеивания подкладки к колодке.
При использовании полиэтиленовых колодок отпадает необходимость их обработки тальком.
Подготовка стелек
Подготовка стелек зависит от способа прикрепления к ней затяжной кромки отформованной заготовки верха. Обычно подготовки требуют стельки для клеевого и доппельного методов крепления. Для затяжки заготовок верха сандалий подготавливают подошвы.
Для исключения при формовании сдвига заготовок верха стельку (а для сандалий подошву) временно прикрепляют к колодке скобками или гвоздями. На след колодки стельку накладывают с носка таким образом, чтобы ее края по всему контору совпадали с гранью следа колодки
В пяточной части допускается, чтобы стелька на 1.5 мм не доходила до грани или выступала за грань следа колодки. Подошвы (стельки) сандалий и обуви доппельного метода крепления накладывают так, чтобы их края равномерно выступали за контур следа колодки.
Прикрепление стелек к колодкам
Для исключения сдвигов при формовании заготовок стельку (а в сандалиях подошву) временно прикрепляют к колодке скобками или тексами. На след колодки стельку накладывают с носка таким образом, чтобы её края по всему контору совпадали с гранью следа колодки.
В пяточной части допускается укорочение стельки на 1,5 мм или выступании её относительно грани следа колодки. Для сандалий и доппельной обуви подошвы ( стельки) накладывают таким образом, чтобы их края равномерно выступали за контур колодки.
Стельку прикрепляют к колодке в носочной, геленочной и пяточной частях скобками длинной 12-15 мм, изготовленными из скобочной проволоки сечением 1,07 x 0,63 мм на скобочной машине ППС-С или 04054/Р1 или тексами № 12-15 на машине ПДН-О. Стелька после прикрепления должна плотно прилегать к следу колодки.
Шейки скобок или шляпки тексов должны выступать над поверхностью стельки на2-3 мм, что дает возможность свободно удалить их. Число стелечных крепителей зависит от технологического назначения колодок и вида затяжки: если металлическая пластина на колодке имеется по всему следу, то стельки прикрепляют на две-три скобки ( в зависимости от числа отверстий в металлической пластине и конструкции стельки.); если пластина на колодке имеется только в пяточной части, то стельки для рантовой обуви крепят на семь скобок или пять тексов; для клеевой затяжки - на три скобки или текса. Стельку с полустелькой и геленком между ними крепят на две скобки. Расположение стелечных крепителей показано, но рис. Стельки, имеющие центрирующее отверстие, в пяточной части (для обуви горячей вулканизации) накладывают на след колодки с пятки.
Режущий инструмент
Ручной инструмент для изготовления и ремонта обуви делят на режущий, для вытягивания и околачивания деталей, полировочный и вспомогательный. К режущему инструменту относятся ножи и ножницы разного назначения, шилья, пробойники, рашпили, напильники и выскребной бурав.
Ножи
Применяют для раскроя и обработки обувных материалов и полуфабрикатов из них. Различают ножи для раскроя кож на детали верха обуви и подкладки; раскроя и обработки деталей низа обуви; обработки деревянных каблуков. Для раскроя кож для верха и подкладки обуви применяют закройные ножи длиной 225 мм (рис. 2.1, а, б). Ножи изготовляют из стали марки Р9Ф5, которая содержит 9 % бора и 5 % ванадия. Сапожные ножи длиной 300 мм и шириной 25 мм с клиновидным острием (рис. 2.1, в) предназначены для раскроя и обработки деталей низа обуви, сапожные ножи с криволинейным острием (рис. 2.1, г) — для обработки деревянных каблуков. Режущая кромка ножей должна быть остро заточена. Сапожные ножи считаются универсальными. Кроме универсальных ножей применяют специальные ножи, снабженные предохранителем для защиты обуви от случайных порезов. Нож для срезания края ранта (рис. 2.2, а) используют для спускания края ранта, пристроченного к заготовке верха обуви. Ножевое полотно толщиной 1,5 мм, шириной 8—10 мм заточено таким образом, что образуется уступ, предохраняющий обувь от царапин и порезов. Полотно ножа изготовляют из борованадиевой, стали марки Р9Ф5. Рабочую часть полотна подвергают термообработке. Ножом для подборки (рис. 2.2, б) срезают лишнюю толщину деталей, спускают кожаный рант, обводку и кранец. Нож удобен при работе стоя. Для предотвращения порезов и царапин заготовки верха обуви нож имеет передвижной упор — предохранительную пластинку, прикрепленную винтом. Меняя положение пластинки, можно регулировать глубину резания.
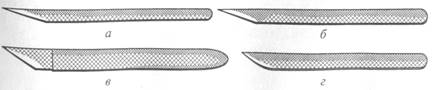
Рис. 2.1. Универсальные ножи: а, б — закройные; в, г — сапожные
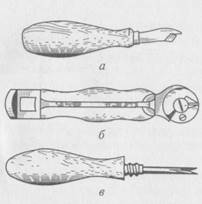
Рис. 2.2. Специальные ножи:
а — для срезания края ранта; б — для подборки; в — для срезания прошвы
--> ЧИТАТЬ ПОЛНОСТЬЮ <--