Дипломная работа: Подготовка колодок к запуску и прикреплению стелек
Шилья Для скрепления деталей обуви деревянными шпильками, капроновыми или льняными нитками предварительно делают проколы шильями. В отверстия протягивают нитки с помощью иглы или щетинки или забивают деревянные шпильки. Различают шилья прямые и кривые. Прямые шилья (рис. 2.4, а) представляют собой металлический стержень, рабочая часть которого имеет круглое или ромбовидное сечение, а нерабочая вставлена в деревянную ручку. Длина прямых шильев может быть 45, 75 и 100 мм. Шило не должно быть длиннее шпильки. Чтобы установить длину прокола, на шило нанизывают кусочки подошвенной кожи, которые ограничивают глубину прокола. Толщина шила должна быть на 0,1 —0,2 мм меньше толщины де ревянных шпилек. Шилья выпускают диаметром 2, 2,5 и 3 мм. При необходимости шилья подтачивают.
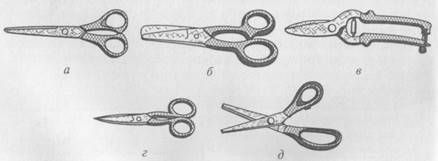
Рис. 2.3. Ножницы: а— универсальные; б, в— закройные; г— с закругленными концами; д— для обрезания ниток
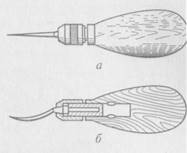
Рис. 2.4. Шилья, вставленные в ручку с винтовым патроном а — прямое; б — кривое
Кривые шилья (рис. 2.4, б) выпускают пяти размеров. Различают следующие кривые шилья: тачальное — небольшое шило для выполнения ручных швов, соединяющих детали верха обуви; стелечное — для пришивания ранта и затяжной кромки к стельке (кривизна шила одинаковая по всей его длине); шило-крючок — для пришивания подошв к ранту (имеет большую кривизну у острия и меньшую кривизну в остальной части). Заточка острия шила-крючка может быть продольной или поперечной по отношению к направлению шва. Ручки для шильев изготовляют из бука высшего качества. Ручка должна быть насажена на цангу плотно, без перекоса и люфта. Ручка не должна иметь трещин, сколов и царапин. Ручку покрывают лак НЦ-222. Шилья изготовляют из углеродистой стали У8А, их закаливаю с отпуском, рабочую часть затачивают и шлифуют. При прокалывании подошвенной кожи шилья не должны ломаться или получать остаточную деформацию.
Рашпили. Для изготовления и ремонта обуви применяют рашпили прямые (рис. 2.7, а, б) и кривые (рис 2.7, в). Кривые рашпили предназначены для внутренней отделки обуви (спиливание концов шпилек и гвоздей), прямые — для отделки наружных поверхностей подошвы и каблука, подготовки деталей и следа обуви к ремонту. Рашпили изготовляют из углеродистой стали с цементацией на глубину до 0,5 мм и термообработкой рабочих поверхностей. Рабочей частью рашпиля является насечка в виде пирамидок (зубцов). Обувной рашпиль имеет на 10 мм длины 4 —6 зубцов, на 10 мм ширины 3 — 4 зубца. Зубцы рашпиля, расположенные по длине, должны перекрывать друг друга. Длина кривого рашпиля 375 мм, прямого 220 мм, ширина кривого рашпиля 25 мм, прямого 22 мм.
Напильники. При изготовлении обуви применяют напильники плоские для спиливания выступающих частей шпилек с поверхности подошвы и набойки и треугольные для заточки инструмента.
Выскребной бурав . Бурав применяют для спиливания деревянных шпилек в пяточной части обуви (рис. 2.8).
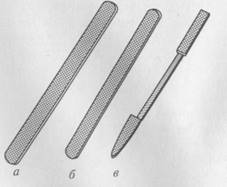
Рис. 2.7. Рашпили: а, б — прямые; в — кривой
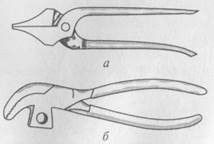
Рис. 2.9. Затяжные клещи: а — обыкновенные; б — с молотком
К режущему инструменту предъявляют следующие требования:
Рабочие части ножей должны иметь твердость не менее 58 — 62 по шкале HRC, а просечек и крючков — 52 — 56.
Режущая кромка инструмента должна быть остро заточена. Выкрашивание на режущих кромках не допускается.
Инструмент для вытяжки и околачивания деталей обуви.
Затяжные клещи.
Для захватывания края заготовки верха обуви в процессе обтяжки и затяжки используют затяжные клещи обыкновенные (рис. 2.9, а) и с молотком (рис. 2.9, б). Молотком затяжных клещей забивают гвозди и одновременно он, служит упором. При наличии такого упора облегчается затяжка плотных материалов. Для изготовления затяжных клещей используют конструкционную сталь. Губки клещей и молотков термически обрабатывают; на губках клещей не должно быть острых ребер; рабочие концы губок должны быть слегка закруглены. Вращение клещей должно быть легким, без шатаний и перекашивания. При сжимании ручек губки клещей должны плотно сходиться. Рабочую часть клещей полируют, а остальную поверхность оксидируют. Для удаления из деталей обуви металлических крепителей или их откусывания заподлицо с поверхностью деталей, а также для удаления изношенных деталей низа применяют клещи с острыми губками: кусачки боковые, кусачки-острогубцы, хозяйственные. Клещи с тупыми губками (плоскогубцы) предназначены для удаления металлических крепителей из труднодоступных частей обуви.
Кусачки боковые и острогубцы, плоскогубцы и клещи (рис. 2.10) состоят из двух половинок, шарнирно соединенных осью. Материалом для изготовления кусачек и хозяйственных клещей служит инструментальная или конструкционная сталь. Губки кусачек, хозяйственных клещей, плоскогубцев при сжатии должны плотно сходиться по всей длине. Режущие кромки кусачек и хозяйственных клешей должны быть остро заточены под углом 55 — 60°, не должны иметь закруглений и выкрошенных мест. Шарнирное соединение должно быть плотным, без перекосов, иметь легкий ход. Кусачки-острогубцы, плоскогубцы и клещи должны раскрываться под Действием собственного веса. Рабочую часть клещей подвергают термообработке. Все части кусачек и хозяйственных клещей, за исключением губок, оксидируют.
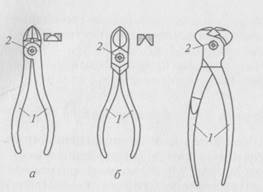
Рис. 2.10. Инструменты для удаления металлических крепителей: а, б — кусачки боковые; в — кусачки-острогубцы; г — плоскогубцы; д — хозяйственные клещи; — половинки клещей; 2 — ось
Обувные молотки
Молотки предназначены для забивания гвоздей и околачивания затяжной кромки заготовки верха и деталей низа обуви. Обувные молотки состоят из собственно молотка, закрепленного на ручке из древесины твердых лиственных пород щечками и шурупами. Для более плотной посадки молотка ручку расклинивают с торца металлическим клином.
При изготовлении и ремонте обуви применяют молотки трех типов.
Заготовочный молоток (рис. 2.11, а) предназначен для выполнения ручных операций при изготовлении заготовок верха обуви: загибки края, разглаживания швов, околачивания мест соединения деталей. Масса молотка из конструкционной стали равна 200 г. Боек и рабочую часть хвостовика закаливают и полируют. Для околачивания затяжной кромки заготовки верха и деталей низа обуви применяют молотки с резиновым корпусом или с наклеенной на боек резиновой пластиной.
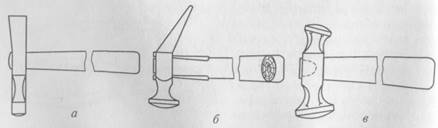
Рис. 2.11. Молотки: а — заготовочный; б — сапожный; в — плиточный
Сапожный молоток (рис. 2.11, б) используют при сборке обуви: затяжке, околачивании, забивании шпилек и гвоздей. Боек молотка имеет выпуклую поверхность, его хвостовая часть удлинена и несколько изогнута. Масса молотка 350 г. Плиточный молоток (рис. 2.11, в) уплотняет (околачивает) кожаные детали низа обуви — подошвы, стельки и др. Оба конца рабочей части молотка имеют бойки. Масса молотка 300 г. Околачивание кожи выполняют на стальной прямоугольной плитке габаритными размерами 180 х 130x30 мм.