Дипломная работа: Проект улавливания бензольных углеводородов из газа
Чтобы достигнуть полного или почти полного, выделения бензола из газа при температуре 30° С, потребуется давление свыше 1000 атм.
Применять такие высокие давления как 1000атм или такие низкие температуры как минус 70°С только для целей выделения бензола из газа неэкономично. Практически на таких установках для выделения бензольных углеводородов из коксового газа применяют одновременно и пониженные температуры и повышенные давления. В этом случае процесс ограничивается температурами минус 40—45° С и давлениями 12—13 атм.
Установка состоит из пары теплообменников и пары аммиачных холодильников. Коксовый газ под давлением 12—13атм поступает в газовый теплообменник, где за счет холода отходящего с установки обратного газа охлаждается до температуры минус 20 или минус 25°С. При этом из газа конденсируются водяные пары, нафталин и частично пары бензольных углеводородов. Последние частично оседают в виде кристаллов на трубках теплообменника, а частично в жидком виде стекают в низ теплообменника. Из теплообменника газ поступает в холодильник, где жидким аммиаком он охлаждается до минус 45°С; при этих условиях бензольные углеводороды почти полностью конденсируются на трубках холодильника.
По мере работы установки трубки теплообменника и межтрубное пространство холодильника забиваются выделившимися кристаллами, и поэтому ход газа меняется. Сначала газ поступает в теплообменник, где своим теплом размораживает трубки теплообменника, а затем поступает в теплообменник. Теперь уже конденсация паров из газа происходит в теплообменнике, и газ из него направляется в аммиачный холодильник, а холодильник размораживается теплым аммиаком, возвращающимся в холодильную машину.
Переключение хода газа производится через каждые 4—6 часов работы установки.
Образующийся в теплообменниках и холодильниках конденсат сырого бензола стекает в специальный приемник.
В первом теплообменнике конденсируется до 32% от всего количества, содержащегося в газе бензола, во втором — до 88% и в холодильнике — до 99,5%.
Расход энергии составляет около 380 кВт/час на 1 т сырого бензола.
Сырой бензол, получаемый этим методом, по своему качеству значительно чище сырого бензола, получаемого на установках с жидкими поглотителями, и не содержит сольвент-нафты. Бензол получается светлый, с отгоном 96 % до 180° С. Содержание бензола в коксовом газе после установки составляет 1 г/м3 .
Этот метод улавливания широкого применения пока не получил вследствие высокого расхода энергии на сжатие газа и высокого содержания в коксовом газе различных веществ, которые при охлаждении выделяются в твёрдом виде и засоряют аппаратуру. Это вызывает необходимость устанавливать резервные аппараты и постоянно переключать работающие аппараты на резервные. Всё это сильно удорожает установку.
Абсорбция бензольных углеводородов жидким поглотителем при низкой температуре – 17° С.
Бензольные углеводороды можно извлечь из газа путем промывки его при низкой температуре сольвентом. Для осушки и охлаждения газа в него подают одновременно с сольвентом 30%-ный раствор хлористого кальция. Газ на установку поступает после сухой сероочистки под давлением 7,5—8,5 атм. В трубчатом холодильнике он охлаждается оборотной технической водой до 28° С и поступает в теплообменники, где обезбензоленным газом охлаждается до 4° С, последний же нагревается с —17 до 10° С.
В холодильнике и теплообменниках выделяется около 30% общего количества бензола в поступающем газе. Конденсат содержит также почти весь нафталин. После разделения в сепараторе легкое масло поступает в сборник, а водный конденсат направляют в цикл орошения газосборников.
То что я выделила – идет описание установки нужна схема или рисунок .Газ после теплообменников поступает в абсорбер 6, где охлаждается с 4 до 12° С 30% -ным раствором хлористого кальция, поступающем после холодильной машины с температурой – 22° С в количестве около 2 л на 1 м3 газа. Кроме того, в абсорбер подают в тонкораспыленном состоянии сольвент (около 0,0015 л/м3 газа), благодаря чему устраняется закупорка аппарата кристаллизующимся бензолом. В абсорбере выделяется практически вся вода и большая часть бензольных углеводородов.
Из абсорбера газ поступает в тарельчатый абсорбер, в котором промывается сольвентом, поступающим после холодильной машины с температурой —22° С в количестве 0,02 л/м3 газа. Большую часть его подают на самую верхнюю тарелку и около 10% от всего количества поступает на третью тарелку (снизу), где остаточный бензол выделяется из газа в твердом виде. Для отвода тепла конденсации бензола на пятую тарелку (снизу) подают 0,4 л/м3 газа раствор хлористого кальция. Температура газа на выходе из абсорбера составляет – 17° С при содержании в нём бензольных углеводородов около 0,3 г/м3 .
Вся жидкость из абсорберов стекает в сепараторы, откуда раствор хлористого кальция снова поступает на охлаждение в холодильную машину, а сольвент – в дистилляционное отделение. Для поддержания нужной концентрации раствора хлористого кальция (плотность 1,25) предусмотрена выпарная установка, в которую непрерывно отводят часть раствора из сепаратора. Поступающий в дистилляционное отделение сольвент через первый теплообменник поступает в расширительный сборник, откуда насосом прокачивается через второй теплообменник и решофер в колонну. В теплообменниках сольвент нагревается вытекающим из колонны обезбензоленным продуктом, а в решофере - паром до 115° С.
Кроме того, предусмотрен‚ циркулярный подогреватель, давление пара в котором 12 атм. Колонна (16 тарелок) орошается получаемым сырым бензолом, имеющим отгон до 180° С не меньше 99,5%. Вытекающий‚ из колонны, сольвент начинает кипеть при температуре выше 153° С.
Часть вытекающего из колонны продукта и конденсат из газовых холодильников‚ после компрессоров непрерывно поступает во вспомогательную ректификационную колонну. Внизу колонны имеется электроподогреватель. В качестве орошающей жидкости применяют сырой бензол. Пары из колонны поступают в колонну, а вытекающий остаток, представляющий собой смесь нафталина, смолистых и высококипящих веществ. отводится в сборник. Благодаря работе колонны осуществляется регенерация циркулирующего сольвента и тем самым сохраняется постоянным его качество; кроме того, из газового конденсата, содержащего 85% веществ. отгоняющихся до 200° С, получают около 25% сольвента, которым восполняют потери этого компонента процессе улавливания из газа и выделения из поглотителя бензольных углеводородов.
Из всех приведенных способов улавливания бензольных углеводородов можно сделать вывод, что наиболее целесообразным оказался метод абсорбции бензольных углеводородов поглотительным маслом при атмосферном давлении, т.к. при этом получаются низкие энерго затраты на транспортировку газа. [1]
1.2 Технологические схемы выделения бензольных углеводородов из поглотительного масла
Все схемы улавливания сырого бензола из поглотительного масла в своей основе одинаковы. Насыщенное бензолом масло, в каком – либо аппарате нагревается до температуры, при которой должна производиться дистилляция, затем в дистилляционной колонне продувается острым паром; выделяющиеся при этом пары бензола подвергаются конденсации и охлаждению, а обезбензоленное масло – охлаждению.
Существует, однако, значительное количество разнообразных схем дистилляции бензола. Все эти схемы можно классифицировать по следующим основным признакам.
1. Количество выпускаемых продуктов. На многих заводах в бензольных отделениях получают только один продукт – сырой бензол. По разным схемам о получается различного качества, но в большинстве случаев его качество таково, что отгон до 180°С составляет 90 – 95%. По некоторым схемам из поглотительного масла дополнительно выделяется нафталиновая фракция, что уменьшает содержание сольвент – нафты и нафталина в сыром бензоле. Преимущественное распространение получают сейчас схемы, по которым в бензольных отделениях сырой бензол делится на две фракции: а) бензол, выкипающий до 150°С, - так называемый первый бензол и б) бензол, кипящий в пределах 150 – 200°С, - так называемый второй бензол. Разделение сырого бензола на две фракции может сочетаться с выделением нафталиновой фракции.
2. Подогрев поглотительного масла до температуры дистилляции. На большинстве заводов окончательный подогрев масла до требуемой температуры производится паром в трубчатых паровых подогревателях. Конечная температура масла составляет при этом 130 – 140°С. Однако в некоторых случаях окончательный подогрев масла осуществляют в трубчатых печах с огневым подогревом. При этом го коечная температура составляет ~180°С, что позволяет намного сократить расход острого пара, подаваемого в колонну.
3. Схема теплообмена. На старых заводах тепло отходящего масла и паров сырого бензола не использовалось. Затем появились схемы, предусматривающие теплообмен между горячим обезбензоленным и холодным насыщенным маслом. Плохое качество поглотительного масла приводило к быстрому забиванию трубчаток, что делало теплообмен неэффективным. С внедрением процессов регенерации масла теплообмен стал более эффективным. Это позволило применить паромасляные теплообменники, что дало возможность использовать тепло паров сырого бензола.
4. Охлаждение обезбензоленного поглотительного масла. Горячее поглотительное масло может подвергаться окончательному охлаждению двумя способами: в трубчатых холодильниках (т.е. водой через стенку) или непосредственно (путем смешения с водой).
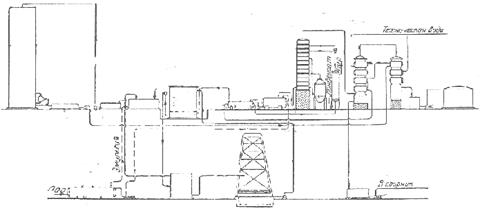
Рисунок 1.1 – Технологическая схема получения сырого бензола
Стекающее с первого по ходу газа скруббера насыщенное бензолом холодное масло поступает в сборник, откуда насосом прокачивается с целью использования отходящего тепла последовательно через такие аппараты:
1) паромасляный теплообменник, являющийся верхней частью конденсатора – холодильника, где масло подогревается до 40 – 50° за счет тепла конденсации водяных паров и паров сырого бензола;