Дипломная работа: Проектирование кузнечного участка на авторемонтном предприятии
Цех восстановления и изготовления деталей имеет участки: слесарно – механический, сварочно – наплавочный, полимерный, гальвонический, кузнечный (кузнечно – рессорный), медницкий (медницко – радиаторный), термический (при небольшой программе последние три участка могут быть объединены в тепловой участок).
Вспомогательное производство включает инструментальное хозяйство и отдел главного механика (ОГМ) с участниками ремонтно-механическим, электроремонтным (при небольшой программе они объединяются в единый ремонтно-механический участок) и ремонтно-строительным.
УЧАСТОК ВОССТАНОВЛЕНИЯ ОСНОВНЫХ И БАЗОВЫХ ДЕТАЛЕЙ
Проведём процентное соотношение трудоёмкости по видам работ участка восстановления основных и базовых деталей:
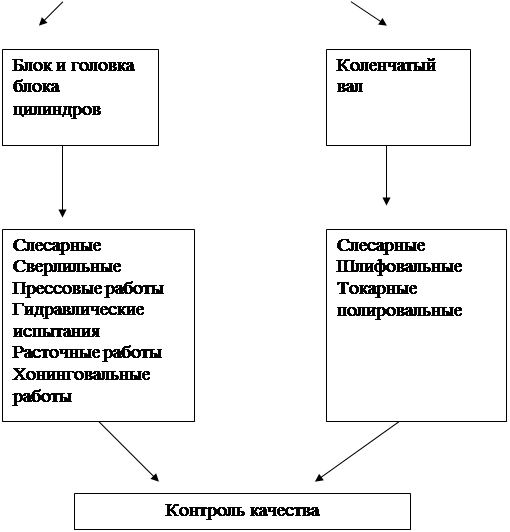
Работы по блоку и головке цилиндров:
слесарные…………………………………………….11,92
сверлильные……………………………………….…6,34
Прессовые работы………………………………………...2,03
Гидравлическое испытание………………………………4,06
Расточные работы………………………………………....14,21
Хонинговальные работы………………………………….7,61
Работы по коленчатому валу:
слесарные…………………………………………….14,23
шлифовальные……………………………………….21,08
токарные……………………………………………...7,20
полировальные……………………………………….6,59
шлифовальные работы по распределительному валу…..10,40
Блоки цилиндров и картеры сцепления поступают на участок после выполнения сварочно-наплавочных работ по однорельсовому пути, оборудованному электроталями с автоматическим адресованием грузов. Блок цилиндров обрабатывают с тонкой последовательностью основных технологических операций: расточка посадочных отверстий под гильзы, перепрессовка втулок распределительного вала, одновременная расточка поясков под гильзы всех цилиндров блока, развёртывание отверстий под толкатели, одновременная расточка постелей подшипников и втулок распределительного вала, наружная мойка и промывка масленых каналов, запрессовка гильз, гидроиспытание, сборка блока цилиндров с картером сцепления и последующая расточка отверстия в картере сцепления, центрирующего оси двигателя и коробки передач.
Восстановленный блок цилиндров в сборе с картером сцепления по рольгангу поступает на участок сборки силовых агрегатов. Межпостовая транспортировка блоков цилиндров осуществляется в основном по рольгангам и в отдельных случаях при помощи кранов с электрическими талями грузоподъёмностью 0,25т.
Межпостовая транспортировка картеров сцепления, головок цилиндров и моховиков осуществляется в основном по рольгангам. Межпостовая транспортировка распределительных валов производится на передвижных стеллажах-тележках.
Коленчатые валы, поступают на участок непосредственно после дефектации на подвесном конвейере с автоматическим адресованием грузов. Коленчатые валы с износом шеек в пределах ремонтных размеров после наплавки и восстановления центровых фасок поступает на станочную обработку (шлифование шеек, суперфиниширование и полирование), после которой производится промывка валов и их масляных каналов.
Коленчатые валы, требующие наплавки шеек, после восстановления центровых фасок поступают на участок наплавки. После наплавки шеек производится предварительное их шлифование, зенкование отверстии масленых каналов и упрочнение галтелей шеек роликовой обкаткой. В дальнейшем коленчатые валы восстанавливают перешлифовкой под ремонтные размеры. Межпостовая транспортировка коленчатых валов в основном производится кран-балками с электрическими татями грузоподъёмностью 0,25т.
Линии ремонта блоков и головок цилиндров имеют П- образную конфигурацию, а коленчатых валов - Г-образную. Конфигурация линии обусловливаются общей компоновкой участка, когда линии, предназначенные для восстановления деталей, имеют направление, перпендикулярное к линиям, предназначенным для сборки силовых агрегатов. Такое расположение линий обеспечивает лучшие условия подачи деталей на соответствующие сборочные рабочие места, а также улучшает общую транспортную схему предприятия.
СХЕМА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
 |
2. ТЕХНИКО- ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ
ПРОЕКТА
2.1 ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ УЧАСТКА
2.1.1 ИСХОДНЫЕ ДАННЫЕ
Годовая программа N=3000 единиц.