Дипломная работа: Программа регистрации процесса производства для автоматизированной системы управления предприятием электронной промышленности
API - интерфейс прикладного программирования.
Application - пользовательское приложение.
1.3 Выводы
Современное микроэлектронное производство представляет собой сложный процесс. На уровне отдельного цеха этот процесс включает в себя обработку партий полупроводниковых пластин на установках, которые расположены на различных участках. Необходима транспортировка партий между участками, необходим учет времен обработки партий на установках, возможных временных задержек обработки, необходим контроль качества партий, исправление дефектов обработки, учет возможных выходов из строя оборудования.
В настоящее время интенсивно развиваются компьютеризированные системы управления производственными процессами. Более того, предприятия, не использующие современные технологии, рискуют оказаться в роли "вечно отсталых" и, в конечном итоге, могут не выдержать рыночной конкуренции. Поэтому можно с уверенностью сказать: разработка АСУПП на ОАО "Ангстрем" необходима. При разработке такой системы целесообразно использовать подходы, методы и принципы построения ситуационных систем управления, принципы создания современных компьютерно-сетевых MES-систем и SCADA-систем.
2 . Постановка задачи
Предлагается схема системы управления производством партий интегральных схем на предприятии электронной промышленности. Предложена общая структура системы управления транспортом и обработк ой партий полупроводниковых пластин в цехе. Разработана объектная модель компьютерно-сетевой системы управления транспортом и обработкой партий.
2.1 Введение в предметную область. Анализ работы цехов ОАО Ангстрем
В этом разделе производится анализ существующей системы управления производством партий ОАО Ангстрем.
2.1.1 Особенности технологического цикла производства партий пластин
Охарактеризуем особенности технологического процесса производства партий. Предварительно введем понятия (изделия, партии, технологические маршруты, маршрутные листы), которые потребуются при описании производственного процесса.
2.1.1.1 Изделия, партии, технологические маршруты, маршрутные листы
Изделие - полупроводниковая микросхема, выполняющая заданные разработчиком функции. Каждое изделие характеризуется индивидуальным технологическим маршрутом, который заранее прорабатывается.
Партия - группа пластин, помещенных в специальный контейнер, имеющая номер и собственный маршрутный лист. Партия в полупроводниковом производстве обрабатывается и транспортируется в соответствии маршрутным листом. Все множество партий можно разбить на группы по принадлежности к определенному изделию (Рис.4). Принадлежность партии к определенному изделию находит отражение в номере. Номер партии состоит из двух частей: первая часть - номер изделия, вторая - порядковый номер в пределах данного изделия.
Технологический маршрут - последовательность операций, при выполнении которой на поверхности кремниевой пластины формируется заданная структура. Каждое изделие характеризуется индивидуальным технологическим маршрутом. Прохождение партии по маршруту отслеживается в настоящей системе управления с помощью маршрутного листа.
Маршрутный лист - документ, неразрывно связанный с партией. Маршрутный лист представляет собой таблицу со следующими атрибутами: номер операции, название операции, время поступления партии на участок, параметры режима обработки. На маршрутном листе, закрепляемом за партией, ставится номер партии. Каждой партии соответствует свой маршрутный лист, который прикреплен к коробке с пластинами. На протяжении всего периода существования партии маршрутный лист следует за ней. В нем регистрируется прохождение партии по технологическому маршруту. Как правило, маршрутные листы тиражируются типографским методом.
Каждому изделию ставится в соответствие индивидуальный технологический маршрут. В пределах одного изделия все партии имеют одинаковый маршрутный лист. Элементарная единица управления - партия, т.е. система управления отслеживает прохождение каждой партии по маршруту. Партий, представляющих конкретное изделие (изготавливаемых по данному маршруту), может быть много (до 500). Номер партии пластин составляется из номера изделия и номера партии в пределах изделия (рис.4).
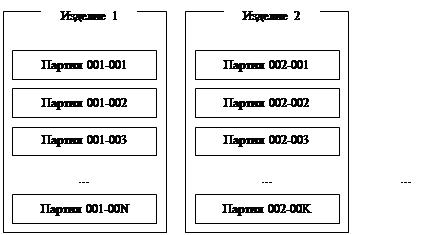 |
???.4. ????? ????????? ??????
2.1.1.2 Регистрация процесса производства партий пластин
Процесс производства партий контролируется посредством регистрации потоков партий в регистрационных журналах, в бланках незавершенного производства и в маршрутных листах. Регистрация необходима для контроля прохождения партий, в частности, при необходимости партию можно быстро найти.
Каждый участок имеет свой регистрационный журнал. В нем персонал установок отмечает партии, обработанные на данном участке. По нему считают проработку партий за смену, за месяц.
Для "нулевых" партий (запускаемых на начало обработки на входе цеха 201) есть свой регистрационный журнал. Для полностью обработанных партий (на выходе цеха 201) также есть отдельный регистрационный журнал.
Маршрутный лист - документ, неразрывно связанный с партией. Каждой партии соответствует свой маршрутный лист, который прикреплен к коробке с пластинами. На протяжении всего периода существования партии маршрутный лист следует за ней. Он представляет собой таблицу, содержащую: номер операции, название, время поступления партии, параметры режима обработки, колонку для росписи или табельного номера.
Записи в маршрутные листы вносят операторы участков. Операторы регистрируют выполнение технологических операций: по окончании обработки партии на конкретной операции оператор ставит свой табельный номер и параметры режима обработки. Ни распреды, ни диспетчер, ни начальник смены не вносят никаких записей в маршрутный лист.
Бумажный "документооборот" (регистрация в журналах, бланках незавершенного производства и маршрутных листах) до определенной степени избыточен, что обеспечивает надежность контроля производственного процесса.
2.1.1.3 Незавершенное производство
Важное понятие, характеризующее производственный процесс - незавершенное производство (НЗП).
Незавершенное производство - это продукция (партии кремниевых пластин), не прошедшая до конца весь технологический цикл.
Учитывается НЗП в регистрационных журналах, бланках незавершенного производства и в маршрутных листах. В настоящее время незавершенное производство велико - количество партий НЗП в 4 раза превышает месячную пропускную способность цеха. Наличие большого НЗП приводит к тому, что растет длительность производственного цикла.
Большая величина НЗП связана с тем, что административный персонал цеха и завода, желая увеличить загрузку оборудования, вводит в производственный процесс все новые и новые партии. При этом уже обрабатываемые партии скапливаются в "узких местах" производственного процесса, что создает "рецидивы" накопления НЗП.
2.1.2 Общая схема управления
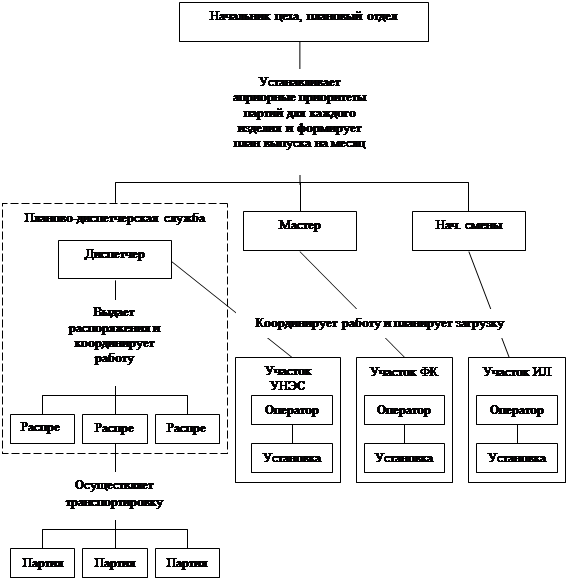 |
Рис.5. Общая схема управления
2.1.3 Задержки в транспорте и обработке партий пластин
В данное время существует много задержек в транспорте и обработке партий. Эти задержки можно разделить на следующие группы:
обеденные перерывы.
совещания административного персонала цеха.