Дипломная работа: Разработка композита на основе более дешевых компонентов и технологической схемы его производства
В основу этой классификации положено категорирование методов, основанное на протекании только физических процессов; методов формообразования, которые заканчиваются химическим превращением и комбинированные методы, в которых протекают и физические, и химические превращения.
В первую группу объединены такие методы, как экструзия, каландрование (течение между валками), литье под давлением, т.к. в процессе формообразования протекают физические превращения.
В качестве исходного сырья используют гранулированные композиции на основе термопластичных полимеров. Вторая группа методов переработки (спекание, окунание) имеет общие процессы. Здесь изделия изготавливаются из порошкообразной пасты с последующим спеканием.
Для последней группы характерны общие закономерности протекания реакций поликонденсации или полимеризации. Мономер смешивают с инициатором или катализатором, заливают в жидком виде в форму, где вследствие химической реакции происходит образование полимера. [2]
Наиболее распространенные методы переработки представлены на рис. 1.1.
1.1.7 Аппаратура для изготовления КМ
Наиболее интересующий нас метод – это процесс экструзии. Экструзия – метод формования в экструдере изделий или полуфабрикатов неограниченной длины продавливанием расплава полимера через формующую головку с каналами необходимого профиля. Аппаратура для изготовления КМ – это экструдер . Это устройство, внутри которого исходное сырье преобразуется для придания КМ заданных для процесса формообразования показателей вязкости, однородности и плотности. По устройству и принципу работы основного узла, продавливающего расплав в головку, экструдеры подразделяются на шнековые, бесшнековые и комбинированные.
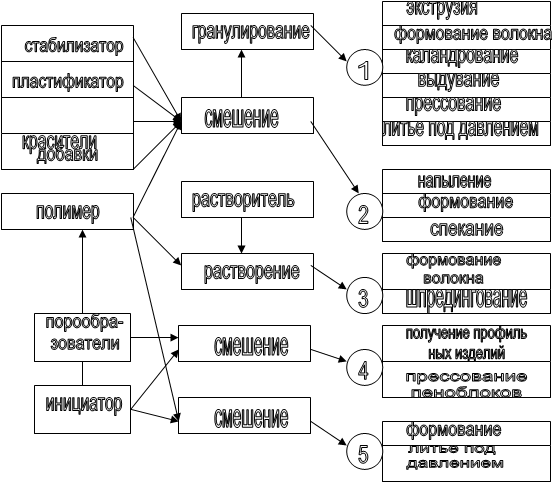 |
Рис. 1.1 – основные методы переработки композиционных материалов
Шнековые экструдеры могут быть различных типов: одно- и двухшнековые; одно- и двухступенчатые; универсальные и специализированные; с осциллирующим (вдоль оси) и одновременно вращающимся шнеком; с зоной дегазации и без нее; с вращением шнеков в одну и в противоположные стороны, и т.п. Наиболее простым является одношнековый экструдер без зоны дегазации Основными элементами экструдера являются обогреваемый цилиндр, сетки, размещаемые на решетке, и формующая головка. В зависимости от природы полимера, технологических режимов переработки применяются шнеки различного профиля, в частности с различным характером изменения глубины (h) нарезки по длине шнека.
Шнек (от нем. Schnecke, буквально – улитка), винтовой конвейер, механизм, рабочий орган которого представляет собой стержень со сплошной винтовой стенкой (винт) или отдельными наклонными лопастями. Вращающийся стержень, помещенный в горизонтальный или наклонный жёлоб, перемещает сыпучий или мелкокусковой груз, а также жидкость вдоль жёлоба. Применяется в экструдерах, питателях и других машинах, отличается простотой устройства и равномерностью подачи, но небольшой производительностью и невысоким кпд из-за потерь на трение материала о стенки. Подача регулируется частотой вращения винта.
В отдельных случаях переработки пластмасс применяются бесшнековые экструдеры , в которых рабочим органом, продавливающим расплав в головку, является диск особой формы. Движущая сила, продавливающая расплав, создается в них за счет развития в расплаве нормальных напряжений, направленных перпендикулярно касательным, совпадающим с направлением вращения диска. Дисковые экструдеры применяются, когда необходимо получить улучшенное смешение компонентов смеси.
Из-за невозможности развивать высокое давление формования такие экструдеры применяются для получения изделий с относительно невысокими механическими характеристиками и небольшой точностью геометрических размеров.
Комбинированные экструдеры имеют в качестве рабочего органа устройство, сочетающее шнековую и дисковую части, и называются червячно-дисковыми. Применяются для обеспечения хорошего смесительного эффекта, особенно при переработке композитов. На них перерабатываются расплавы пластмасс, имеющие низкую вязкость и достаточно высокую эластичность.
При изготовлении изделий методом экструзии в полимерах протекают в основном физические процессы, например, переход полимера из одного физического или фазового состояния в другое. В зависимости от характера процессов, протекающих в экструдере, обычно выделяют три рабочие зоны: загрузки, плавления и дозирования. За зону загрузки обычно принимают длину шнека от загрузочного отверстия до места появления слоя расплава на поверхности цилиндра или шнека.
Для перемещения полимера необходимо, чтобы крутящий момент от действия силы трения на поверхности цилиндра был больше, чем на поверхности шнека. Зона плавления – это участок шнека от начала появления расплава до полного плавления слоя гранул или неполного плавления, но нарушение оставшегося твердого слоя гранул на части, распределение его в расплаве, и перехода на движение расплава за счет вязкого течения.
В зоне дозирования происходит окончательное плавление оставшихся частиц, выравнивание температуры расплава полимера по сечению и его гомогенизация, т.е. тщательное перемешивание расплава и придание ему однородных свойств за счет сдвиговых деформаций вязкого течения в каналах шнека.
Экструдеры бывают двух видов: одношнековые (одночервячные) и многошнековые (многочервячные).
Обычно конструктивные характеристики червяка подбираются так, что он подходит для переработки только одного материала. Конструкция червяка должна соответствовать свойствам перерабатываемого материала.
Кроме того, она должна сочетаться с данной комбинацией материала и головки. Таким образом, для переработки одного материала приходится использовать несколько червяков.
Со второй половины 30-х годов термопласты стали более доступны, чтобы их переработать, необходимо было создать новый тип экструдера, так как свойства термопластов сильно отличаются от свойств резины. Однако для переработки термопластов требуются высокие давления и температуры, но при высоких температурах они легко разлагаются, материал налипает на червяк. Поэтому для переработки термопластов необходим принудительный механизм подачи материала и применение двух- или многочервячных машин со взаимозацепляющимися червяками.
Для получения композиционных материалов применяют двухчервячный экструдер, червяки которого находятся во взаимном зацеплении друг с другом. Червяки вращаются в одну сторону, благодаря этому витки червяков очищаются друг о друга и не происходит налипания материала на червяки. [5]
Режущие устройства , бывают двух типов:
Подводного типа – центробежное режущее устройство и режущее устройство надводного типа – применяют при малых производительностях.
Виброкавитационная коллоидная мельница.
Измельчитель состоит из корпуса, статора, и ротора. Статор и ротор имеют на поверхности направленные вдоль оси канавки. Подлежащий измельчению материал в виде суспензии поступают через штуцер в кольцевой зазор между ротором и статором и выходит через штуцер при вращении ротора частицы материала, двигаясь от канавок ротора к канавкам статора, совершают колебания высокой частоты.
При диаметре ротора измельчителя 0,5 м и частоте вращения около 18000 об/мин частота колебания частиц близка к ультразвуковым. Такие колебания материала в сочетании с диспергирующей средой и обуславливают высокую степень измельчения.
Для охлаждения или нагрева измельчителя предусмотрена специальная рубашка. Теплоноситель подается и выводится через штуцер.
Производительность измельчителя диаметром 0,5 м составляет по суспензии 500–700 кг/ч (размер конечных частиц от 10-6 до 10-9 мкм), потребляемая мощность около 60 кВт.
1.1.8 Области применения композитов