Дипломная работа: Разработка технологического процесса механической обработки деталей узла Парораспределения 112-Б-0474
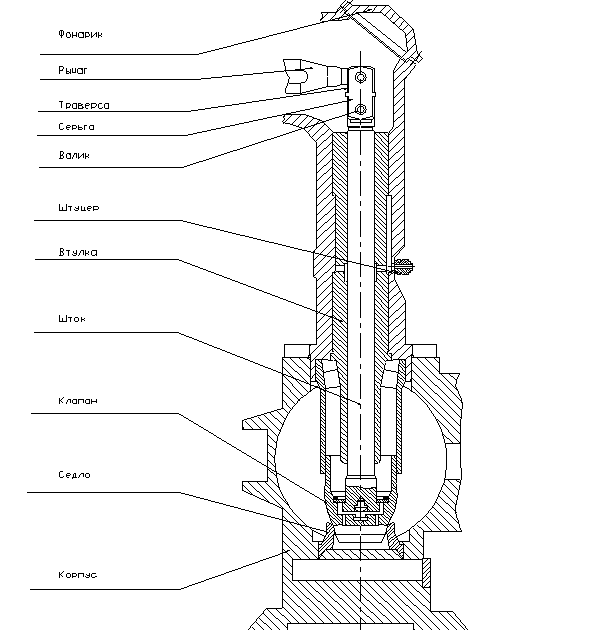
Впуск пара в турбину осуществляется механизмом клапанного парораспределения, который приводится в движение через рычажную передачу сервомотором блока регулирования. Парораспределение выполнено в виде десяти регулирующих клапанов, свободно подвешенных хвостовиками на общей траверсе, перемещаемой в вертикальном направлении при помощи двух штоков. Вследствие разной длины хвостовиков клапаны открываются последовательно, по мере перемещения траверсы. Специальные профили клапанов в сочетании с последовательностью их открытия обеспечивают необходимую характеристику парораспределения. При полностью открытых клапанах, благодаря удлинённым диффузорам сёдел, достигаются минимальные потери давления пара. При полном закрытии всех регулирующих клапанов обеспечена надёжная посадка их на сёдла. Это достигается тем, что траверса в своём нижнем положении опирается на бурты клапанов и, прижимая, устанавливает их в сёдла. Штоки привода траверсы проходят через размещённые в крышке клапанной коробки лабиринтные уплотнения. Они состоят из большого числа чередующихся колец двух диаметров. Пар, проникающий через уплотнения к фонарикам, отводится от паропровода в атмосферу. Штоки приводятся в движение сервомотором блока регулирования через тягу, рычаг и серьги. Рычаг поворачивается вокруг оси, закреплённой в кронштейнах, отлитых заодно с крышкой клапанной коробки, и соединяется с тягой при помощи шаровой цапфы, а с серьгами при помощи валиков. Серьги соединены со штоками посредством валиков. Штоки и уплотнительные кольца изготовлены из специальной стали с высокой поверхностной твёрдостью, что предохраняет их от износа и заеданий при работе. Регулирующие клапаны и сёдла изготовлены из нержавеющей стали.
1.2 Определение типа производства, его характеристика
Расчет типа производства
Эффективный годовой фонд рабочего времени (Fэф )
Fэф = [(Dг - Dв – Dпр. )•T- Dпр. •1]•S•K
Д г. – количество дней в году = 365
Д в. – количество выходных дней в году = 107
Д пр. – количество праздничных дней в году = 9
Т см. – продолжительность рабочей смены в часах = 8 часов
S – количество смен работы оборудования = 2.
К – коэффициент потери времени на ремонт оборудования = 0,97.
1 – сокращение продолжительности рабочего дня на 1 час в предпраздничные дни.
Fэф = [(365-107-9)•8-6•1]•2•0,97 = 3852 часа.
Количество рабочих мест (Р)
Р = Nг · Tшт · Kуж / Fэф · Kвн
Nг - годовая программа выпуска изделий = 220
Tшт - трудоемкость создаваемых изделий = 37,15
Kуж - коэффициент ужесточения норм = 0,9
Kвн - коэффициент выполнения норм = 1
Р = 220 * 37,15 * 0,9 / 3852 * 1 = 1,91
Коэффициент закрепления операции Кз.о.
Кз.о. = О / Р
О - количество операций выполняемых для изготовления детали на станках - 12
Р - количество рабочих мест = 1,91
Кз.о. = 12 / 1,91 = 6,28
Крупносерийное производство – это изготовление изделий по неизменным чертежам, партиями или сериями, которые повторяются через определенные промежутки времени. Оборудование высокопроизводительное, универсальное и специальное. Оснастка быстродействующая переналаживаемая. Инструмент как специальный, так и универсальный. Оборудование располагается как по ходу тех. процесса, так и по типу станков. Классификация рабочих – средняя.
1.3 Материал детали, его химический состав и механические свойства
Материал детали 38Х2МЮА.
Применяют для ответственных деталей турбино- и моторостроения, упрочняемых азотированием: штоков клапанов паровых турбин, работающих при температурах до 450° С, гильз цилиндров двигателей внутреннего сгорания, рессор, втулок, толкателей игл форсунок, стаканов. распылителей, пальцев, распределительных валиков, различных деталей сложной конфигурации от которых требуется большая поверхностная твёрдость, износостойкость и повышенный предел выносливости ( около 60 кг/мм2 ) при минимальной поводке в процессе термообработки. Поэтому сталь 38Х2МЮА можно рекомендовать и для изготовления деталей точного машиностроения и приборостроения.
Химический состав:
| С | Mn | Cr | Ni | Mo | Al | S | P |
| 0,35-0,42 | 0,30-0,60 | 2,35-2,65 | 1,3-1,7 | 0,15-0,25 | 0,7-1,1 | Не более 0,015 |
Не более 0,011 |