Дипломная работа: Разработка технологического процесса механической обработки деталей узла Парораспределения 112-Б-0474
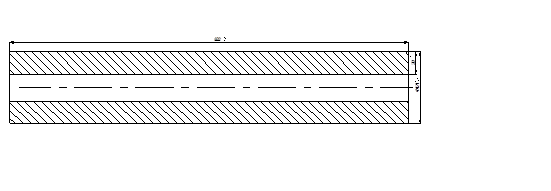
Горячекатаные трубы изготавливают:
немерной длины от 4 до 12 м;
мерной длины от 4 до 8 м;
длины, кратной мерной,- до 8 м с припуском на каждый рез 5 мм;
Предельные отклонения по длине труб мерной и кратной мерной длины должно быть +15мм.
Предельные отклонения труб не должны превышать:
· по наружному диаметру
±0,35мм- при Ø до 50 мм,
±0,8 %- при Ø более 50 до 219 мм,
±1,0% - при Ø более 219 мм,
· по толщине стенки
±10% - при толщине стенки до 15 мм,
±8% - при толщине стенки более 15 мм,
Трубы изготавливаются по наружному диаметру и толщине стенки.
Овальность и разностенность труб не должны выводить размеры труб за предельные отклонения по наружному диаметру и толщине стенки.
Кривизна труб на участке длиной 1 метр не должна превышать 1,5 мм
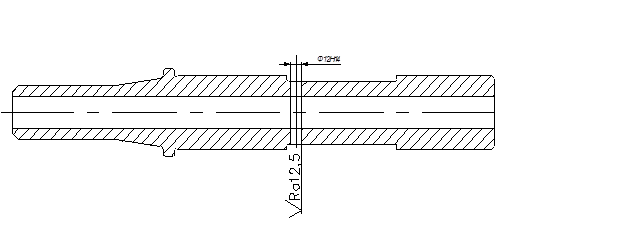
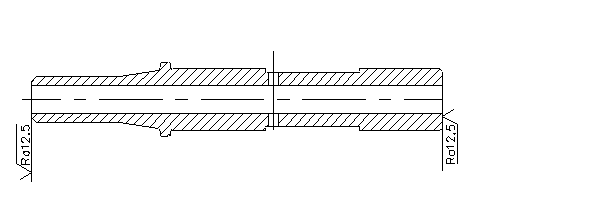
2.2 Выбор последовательности обработки элементарных поверхностей
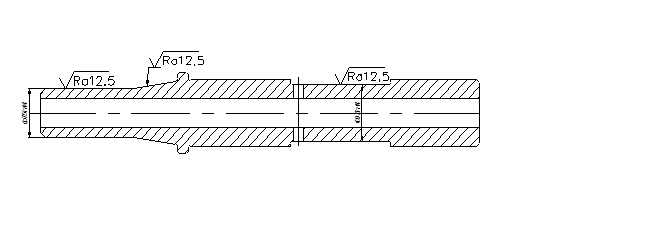
| Вид обработки | Квалитет | Шероховатость |
| Токарная черновая | 14 | 12,5 |
| Вид обработки | Квалитет | Шероховатость |
| Сверление однократное | 14 | 12,5 |
| Вид обработки | Квалитет | Шероховатость |
| Фрезерование черновое | 14 | 12,5 |
| Вид обработки | Квалитет | Шероховатость |
| Растачивание черновое | 14 | 12,5 |
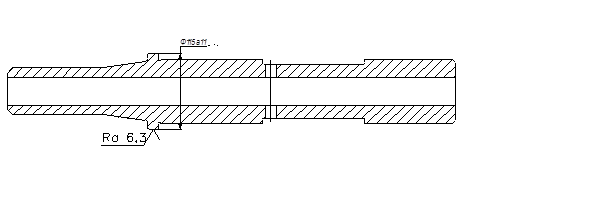
| Растачивание чистовое | 11 | 6,3 |
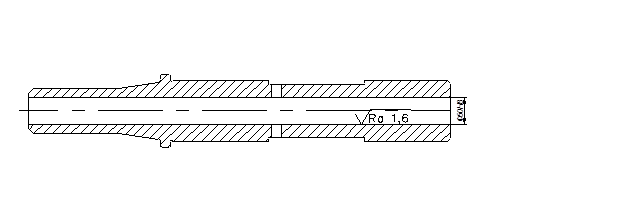
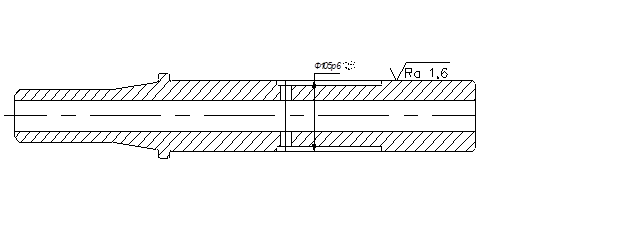
| Протягивание | 8 | 1,6 |
| Вид обработки | Квалитет | Шероховатость |
| Точение черновое | 12 | 12,5 |
| Точение получистовое | 11 | 6,3 |
| Вид обработки | Квалитет | Шероховатость |
| Точение черновое | 12 | 12,5 |
| Точение получистовое | 11 | 6,3 |
| Шлифование предварительное | 8 | 3,2 |
| Шлифование окончательное | 6 | 1,6 |
2.3 Технические требования на деталь и методы их обеспечения
| 0,05 | А |
· Допуск радиального биения поверхности относительно общей оси поверхности А 0,05 мм.
Обеспечивается за счет точной установкой на шлифовальной операции в центрах практически без погрешностей.
· Твёрдость 700 HV.
Обеспечивается азотированием поверхностного слоя h 0,1…0,3мм.
· Неуказанные предельные отклонения валов h14, отверстий H14, остальных IT14/2
Обеспечивается станочником в процессе обработки.